Apa Itu Mesin Vulkanisir Karet Vakum dan Bagaimana Cara Kerjanya?
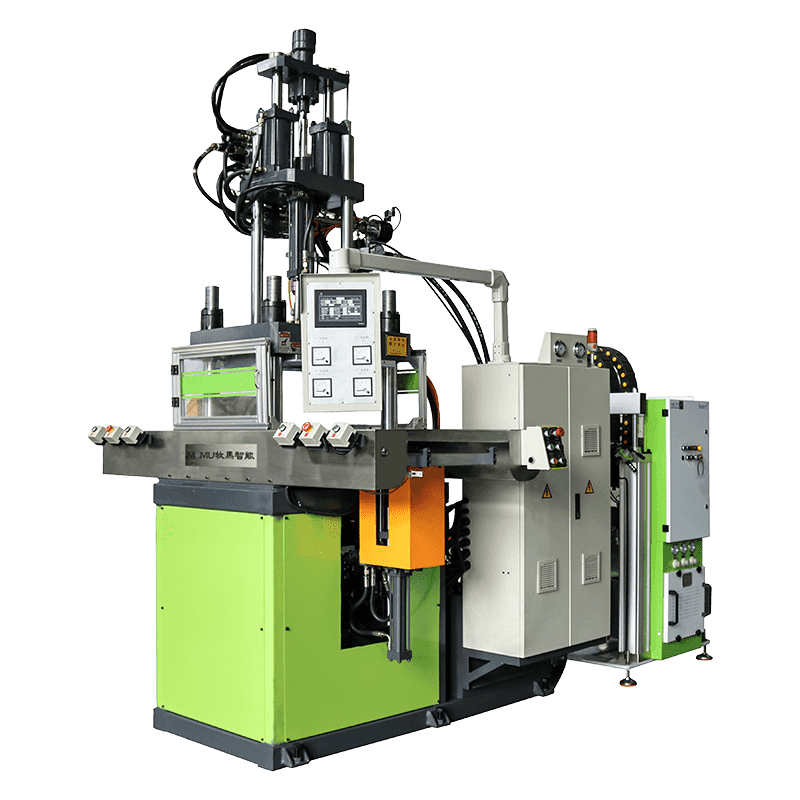
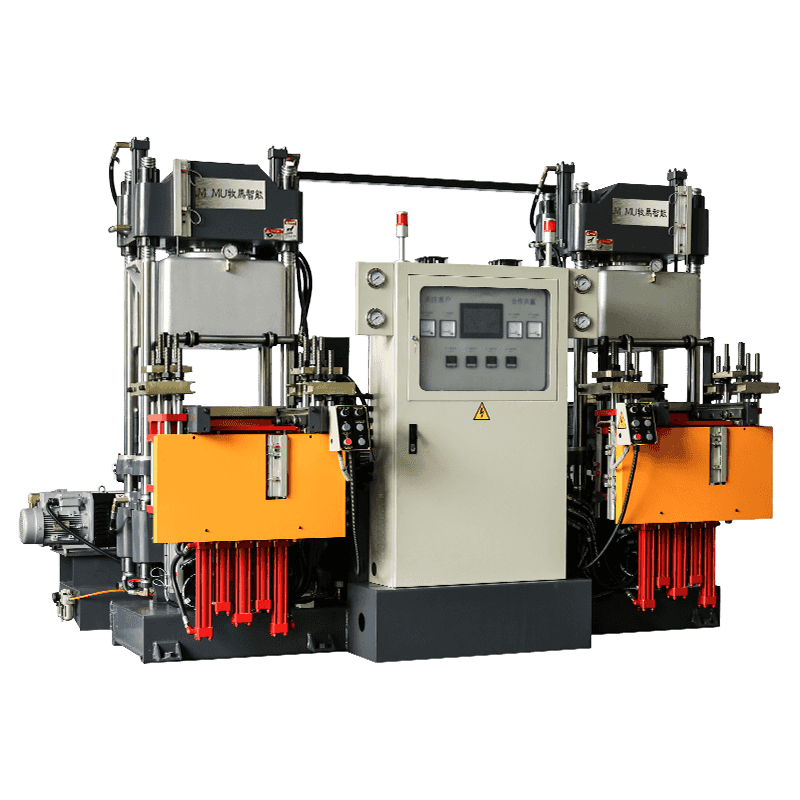
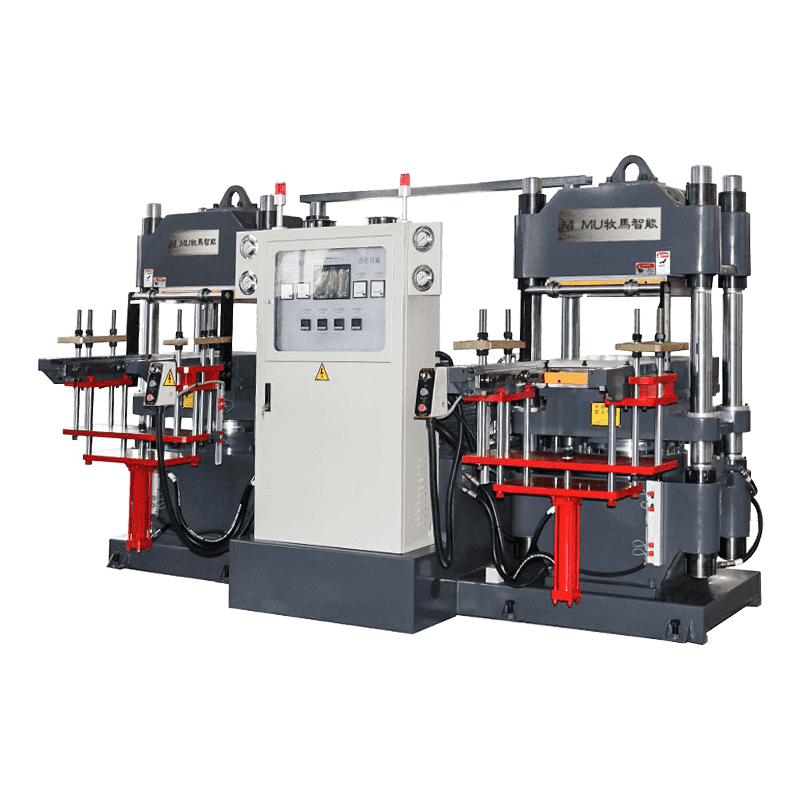
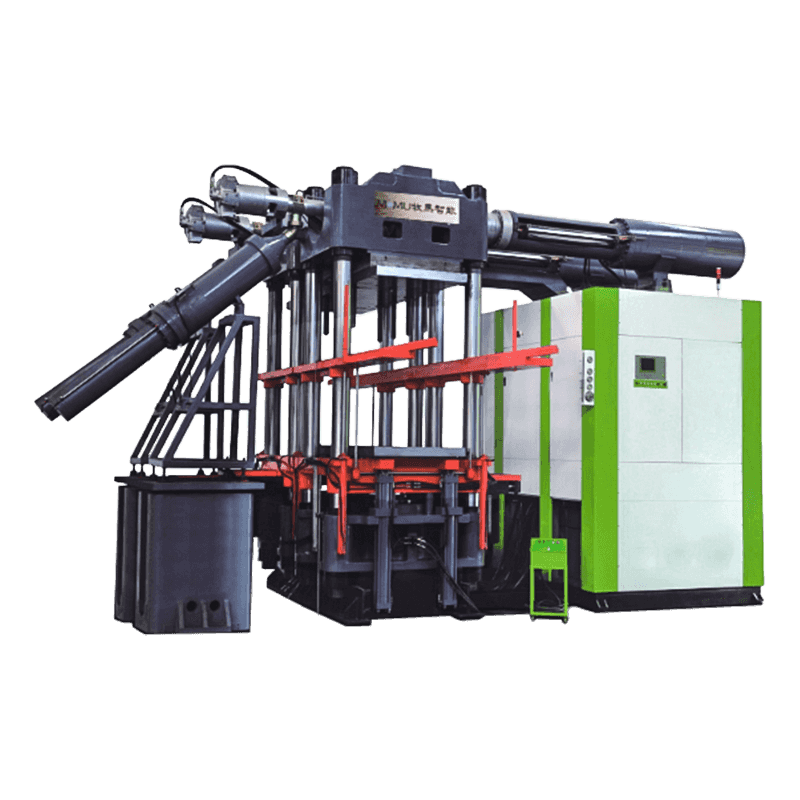
Mesin vulkanisir karet vakum adalah peralatan industri khusus yang digunakan untuk mengawetkan senyawa karet di bawah panas dan tekanan terkendali dalam lingkungan vakum. Vulkanisasi adalah proses kimia yang mengubah karet mentah atau karet kompon dari bahan lunak dan lentur menjadi bahan yang tahan lama, elastis, dan tahan panas dengan membentuk ikatan silang antara rantai polimer — biasanya melalui bahan pengawet berbahan dasar sulfur atau peroksida. Komponen vakum inilah yang membedakan mesin ini dengan vulkanisator press standar. Dengan mengevakuasi udara dari rongga cetakan sebelum dan selama siklus pengawetan, mesin menghilangkan kantong udara dan gas yang terperangkap yang dapat menyebabkan porositas, rongga, atau cacat permukaan pada produk karet jadi.
Mesin ini beroperasi melalui serangkaian tahapan otomatis: pemuatan cetakan, evakuasi vakum, penerapan tekanan, pengawetan panas, dan pelepasan cetakan. Pemanasan biasanya dilakukan melalui pelat listrik atau pelat yang dipanaskan dengan uap yang mentransfer panas secara merata ke dalam kompon karet. Pompa vakum yang terhubung ke ruang cetakan yang disegel menurunkan tekanan internal — biasanya antara -0,08 MPa dan -0,1 MPa — sebelum mesin press ditutup dan menerapkan gaya penjepit. Kombinasi vakum, panas, dan tekanan mekanis memastikan geometri cetakan yang kompleks terisi penuh dan bagian yang diawetkan memenuhi spesifikasi dimensi dan kualitas permukaan.

Industri dan Aplikasi yang Mengandalkan Vulkanisir Vakum
Mesin vulkanisir karet vakum digunakan di berbagai industri di mana kualitas dan konsistensi komponen karet tidak dapat dinegosiasikan. Sektor otomotif adalah salah satu pengguna terbesar, mengandalkan mesin-mesin ini untuk memproduksi seal, gasket, O-ring, peredam getaran, dan komponen penanganan cairan yang harus bekerja dengan andal dalam kondisi termal dan mekanis yang menuntut. Dalam industri dirgantara, vulkanisasi vakum digunakan untuk komponen karet presisi di mana bahkan rongga mikroskopis pun dapat membahayakan integritas sistem penyegelan penting.
Industri perangkat medis menggunakan mesin vulkanisir vakum untuk memproduksi komponen silikon dan karet khusus yang harus memenuhi standar biokompatibilitas dan toleransi dimensi yang ketat. Produsen elektronik menggunakannya untuk memproduksi komponen isolasi dan dudukan isolasi getaran. Industri alas kaki menerapkan teknologi untuk pengikatan sol dan komponen karet cetakan. Dalam setiap kasus, lingkungan vakum sangat penting untuk mencapai penyelesaian permukaan, kepadatan internal, dan kinerja mekanis yang tidak dapat dihasilkan secara andal oleh vulkanisir pers standar.
Parameter Proses Utama dan Cara Mengontrolnya
Memproduksi suku cadang karet vulkanisasi yang konsisten dan bebas cacat memerlukan pengelolaan beberapa parameter proses yang saling bergantung secara tepat. Memahami fungsi setiap parameter — dan bagaimana penyimpangan memengaruhi keluaran — merupakan hal mendasar dalam mengoperasikan mesin vulkanisir vakum secara efektif.
Suhu Vulkanisasi
Suhu adalah pendorong utama reaksi vulkanisasi. Kebanyakan kompon karet mengalami pengerasan pada kisaran suhu 150°C hingga 200°C, dengan suhu optimum spesifik bergantung pada formulasi kompon dan sistem pengawetan yang digunakan. Temperatur yang terlalu rendah akan mengakibatkan proses pengeringan yang kurang baik — karet akan menjadi lunak, lemah, dan mungkin menunjukkan sifat lengket atau ikatan silang yang tidak sempurna. Temperatur yang terlalu tinggi menyebabkan proses pengawetan yang berlebihan atau pembalikan, dimana jaringan polimer terdegradasi dan karet kehilangan kekuatan dan elastisitasnya. Keseragaman suhu pelat di seluruh permukaan cetakan juga sama pentingnya; gradien suhu lebih dari lima hingga sepuluh derajat Celcius di seluruh cetakan dapat menyebabkan pengerasan yang tidak merata dan penyusutan yang berbeda.
Waktu Penyembuhan
Waktu pengeringan ditentukan oleh data reologi senyawa — khususnya nilai T90 dari uji moving die rheometer (MDR), yang menunjukkan waktu yang diperlukan untuk mencapai sembilan puluh persen torsi maksimum (kerapatan ikatan silang) pada suhu target. Waktu pengeringan biasanya berkisar antara dua hingga tiga puluh menit tergantung pada jenis senyawa, ketebalan bagian, dan suhu. Untuk bagian yang tebal, waktu tambahan harus diperhitungkan agar panas dapat menembus ke inti. Penggunaan waktu pengeringan yang terlalu singkat merupakan salah satu sumber kegagalan lapangan yang paling umum pada produk karet.
Tingkat dan Waktu Vakum
Vakum harus mencapai tingkat target sebelum mesin press ditutup dan proses curing dimulai. Sebagian besar operasi menargetkan tingkat vakum -0,095 MPa hingga -0,1 MPa. Waktu evakuasi — biasanya lima belas hingga enam puluh detik — harus cukup untuk membersihkan udara sepenuhnya dari rongga cetakan dan saluran ventilasi apa pun. Jika siklus pompa vakum terlalu pendek, udara sisa akan terkompresi dan bukan dibuang saat mesin press ditutup, sehingga menyebabkan rongga di bawah permukaan. Menguji kinerja pompa secara teratur dan memeriksa kebocoran pada saluran vakum dan segel cetakan sangat penting untuk menjaga kualitas evakuasi yang konsisten.
Tekanan Penjepit
Tekanan penjepitan menjaga bagian cetakan tetap tertutup selama vulkanisasi dan menekan kompon karet untuk mengisi geometri rongga sepenuhnya. Tekanan penjepitan yang tidak memadai memungkinkan terbentuknya kilatan cahaya pada garis perpisahan dan dapat mengakibatkan bagian yang terisi kurang. Tekanan yang berlebihan dapat merusak cetakan atau menyebabkan senyawa terjepit keluar dari rongga sebelum gelasi terjadi. Tekanan penjepitan tipikal untuk vulkanisasi karet berkisar antara 10 hingga 25 MPa tergantung pada viskositas senyawa dan geometri bagian.
Cacat Umum dan Cara Mendiagnosisnya
Bahkan dengan mesin yang dikalibrasi dengan baik, cacat dapat muncul pada bagian karet yang divulkanisir. Mengidentifikasi akar permasalahan dengan cepat meminimalkan sisa dan waktu henti produksi. Tabel berikut merangkum cacat yang paling sering ditemui dan kemungkinan penyebabnya:
| Cacat | Kemungkinan Penyebabnya | Tindakan Korektif |
| Porositas / Kekosongan Internal | Waktu vakum atau evakuasi tidak mencukupi | Periksa kinerja pompa; memperpanjang waktu evakuasi |
| Permukaan Melepuh | Kelembaban dalam senyawa atau cetakan | Senyawa pra-kering; bersihkan dan panaskan cetakan |
| Under-cure (Bagian Lunak) | Suhu rendah atau waktu pengeringan tidak mencukupi | Verifikasi kalibrasi suhu pelat; memperpanjang waktu penyembuhan |
| Lampu Kilat Berlebihan | Tekanan penjepitan rendah atau garis perpisahan cetakan sudah aus | Meningkatkan tonase pers; memeriksa dan memperbarui cetakan |
| Bidikan Pendek/Area Tak Terisi | Berat muatan majemuk tidak mencukupi | Menghitung ulang berat muatan; sesuaikan bentuk awal majemuk |
| Variasi Dimensi | Suhu atau gaya penjepitan tidak konsisten | Kalibrasi sensor; melakukan pemeliharaan pers secara berkala |
Cara Memilih Mesin Vulkanisir Karet Vakum yang Tepat
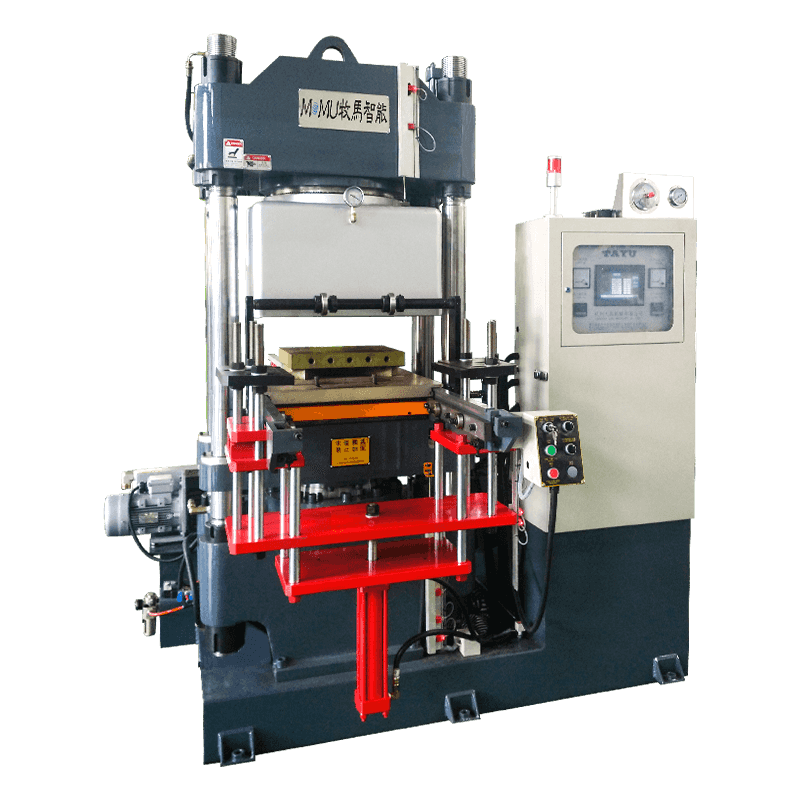
Memilih mesin yang tepat memerlukan spesifikasi peralatan yang sesuai dengan tuntutan aplikasi produksi spesifik Anda. Kriteria evaluasi utama mencakup ukuran pelat, tonase pengepresan, kapasitas sistem vakum, kisaran suhu, dan kecanggihan sistem kontrol.
- Ukuran pelat harus mengakomodasi cetakan terbesar yang ingin Anda jalankan, dengan margin yang cukup untuk menjaga distribusi suhu seragam. Ukuran pelat standar berkisar dari 200 mm × 200 mm untuk produksi komponen kecil hingga 1000 mm × 1000 mm atau lebih besar untuk aplikasi industri.
- Tonase tekan harus disesuaikan dengan luas proyeksi cetakan Anda dan viskositas kompon karet Anda. Sebagai pedoman umum, hitung gaya yang dibutuhkan dengan mengalikan luas proyeksi rongga cetakan dengan tekanan penjepitan target, kemudian tambahkan margin keamanan minimal dua puluh persen.
- Kapasitas pompa vakum — diukur dalam liter per menit — harus cukup untuk mengevakuasi ruang cetakan ke tingkat vakum target dalam waktu lima belas hingga tiga puluh detik. Volume cetakan yang lebih besar memerlukan pompa berkapasitas lebih tinggi untuk menghindari waktu siklus yang lama.
- Kisaran suhu dan spesifikasi keseragaman harus disesuaikan dengan persyaratan pengawetan senyawa Anda. Sebagian besar mesin serba guna beroperasi hingga 200°C, sedangkan mesin khusus untuk senyawa silikon atau fluoroelastomer bersuhu tinggi mungkin memerlukan suhu 250°C atau lebih tinggi.
- Kemampuan sistem kontrol menentukan seberapa besar fleksibilitas proses dan pencatatan data yang dapat Anda capai. Pengontrol logika yang dapat diprogram (PLC) dengan antarmuka layar sentuh memungkinkan profil penyembuhan multi-tahap, pengurutan vakum otomatis, dan penyimpanan catatan produksi — semuanya berharga untuk manajemen kualitas dan pengulangan proses.
Praktek Perawatan Rutin Yang Melindungi Kinerja Mesin
Mesin vulkanisir karet vakum mewakili investasi modal yang signifikan, dan pemeliharaan yang konsisten sangat penting untuk melindungi investasi tersebut sekaligus memastikan keandalan produksi. Sistem vakum memerlukan perhatian paling besar — oli pompa vakum harus diperiksa dan diganti sesuai dengan jadwal pabrikan, biasanya setiap tiga hingga enam bulan dalam kondisi produksi berkelanjutan. Sambungan saluran vakum, gasket, dan segel cetakan harus diperiksa setiap minggu dari keausan atau kebocoran, karena kebocoran kecil sekalipun akan menurunkan kinerja evakuasi secara signifikan.
Sensor suhu pelat dan transduser tekanan harus dikalibrasi setiap tiga bulan menggunakan instrumen referensi bersertifikat untuk memastikan bahwa nilai yang ditampilkan mesin mencerminkan kondisi proses sebenarnya. Ketinggian cairan hidrolik dan kondisi filter harus dipantau setiap bulan. Permukaan cetakan harus dibersihkan setiap selesai produksi untuk mencegah penumpukan residu karet, yang dapat menyebabkan lengket, cacat permukaan pada bagian berikutnya, dan mempercepat keausan cetakan. Menyimpan log pemeliharaan terperinci — mencatat semua inspeksi, penggantian cairan, kalibrasi, dan kejadian kesalahan — memberikan data historis yang diperlukan untuk mengidentifikasi masalah yang muncul sebelum menyebabkan waktu henti yang tidak direncanakan.
Memaksimalkan Kualitas Output dan Efisiensi Produksi
Selain pemilihan dan pemeliharaan mesin, mencapai kualitas output yang tinggi secara konsisten dari a mesin vulkanisir karet vakum tergantung pada disiplin proses. Standarisasi persiapan senyawa — termasuk berat, bentuk, dan penempatan bentuk awal yang konsisten di dalam cetakan — menghilangkan salah satu sumber variasi bagian-ke-bagian yang paling umum. Menggunakan bahan pelepas dengan benar dan konsisten mencegah lengket tanpa mencemari permukaan karet atau mempengaruhi ikatan pada bagian komposit. Menetapkan resep pengawetan yang terdokumentasi untuk setiap produk dan mengunci resep tersebut di sistem kontrol mesin akan mencegah perubahan parameter yang tidak disengaja yang menyebabkan produksi tidak sesuai.
Metode pengendalian proses statistik (SPC) yang diterapkan pada pengukuran keluaran utama — berat komponen, dimensi kritis, dan kekerasan — memberikan peringatan dini ketika terjadi penyimpangan proses, sehingga memungkinkan tindakan perbaikan sebelum sejumlah besar skrap diproduksi. Untuk operasi bervolume tinggi, mengintegrasikan keluaran data alat berat dengan sistem eksekusi manufaktur (MES) memungkinkan pemantauan dan penelusuran produksi secara real-time, yang semakin dibutuhkan oleh pelanggan otomotif dan medis sebagai bagian dari persyaratan kualitas pemasok mereka. Memperlakukan mesin vulkanisir sebagai instrumen presisi dan bukan sebagai alat pengepres komoditas adalah pola pikir yang membedakan operasi karet yang berkinerja tinggi secara konsisten dengan operasi karet yang mengalami masalah kualitas dan hasil panen yang kronis.