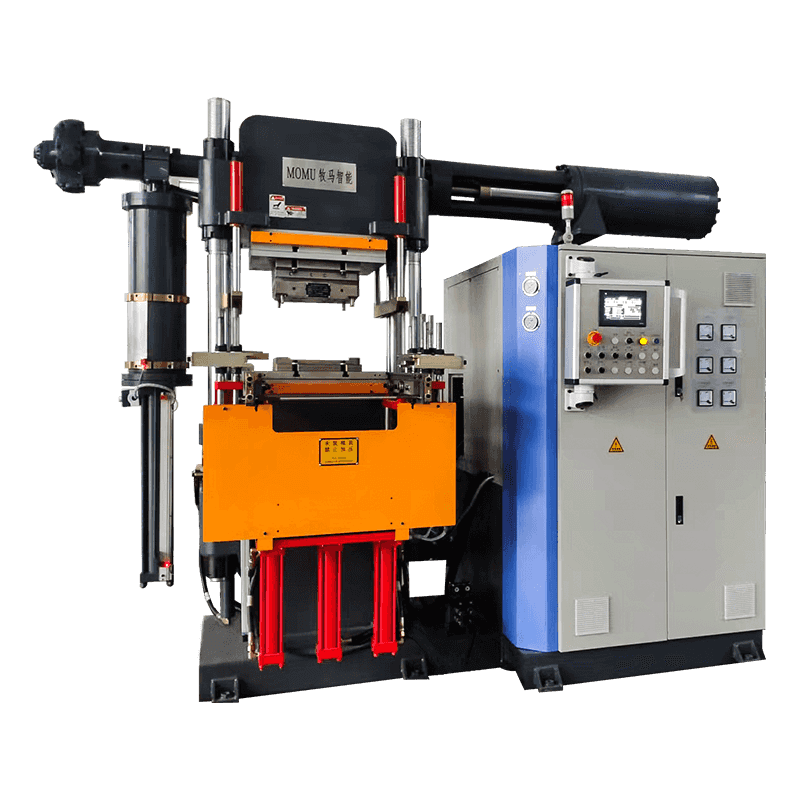
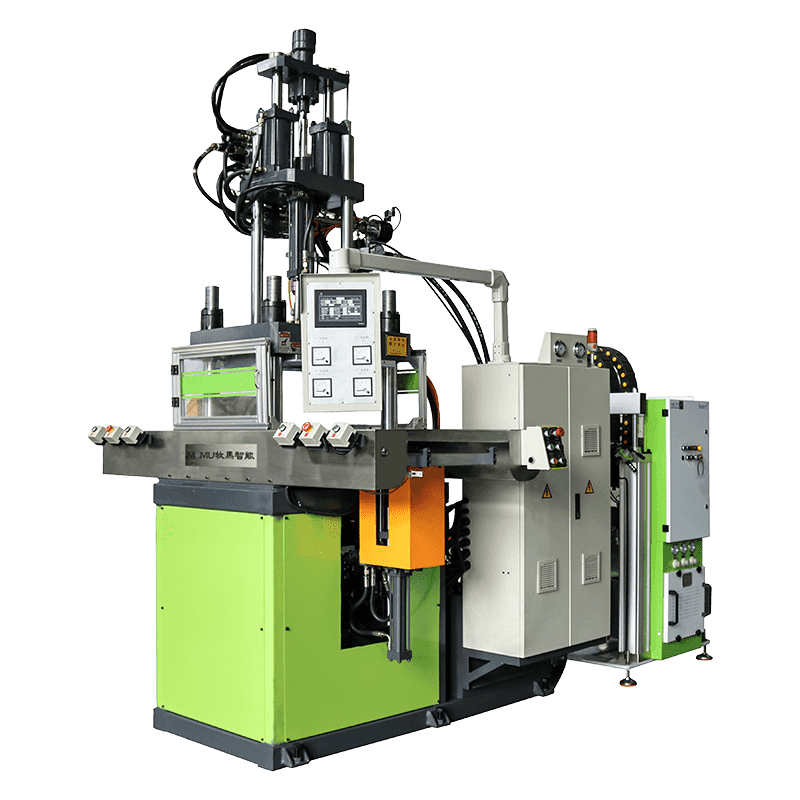
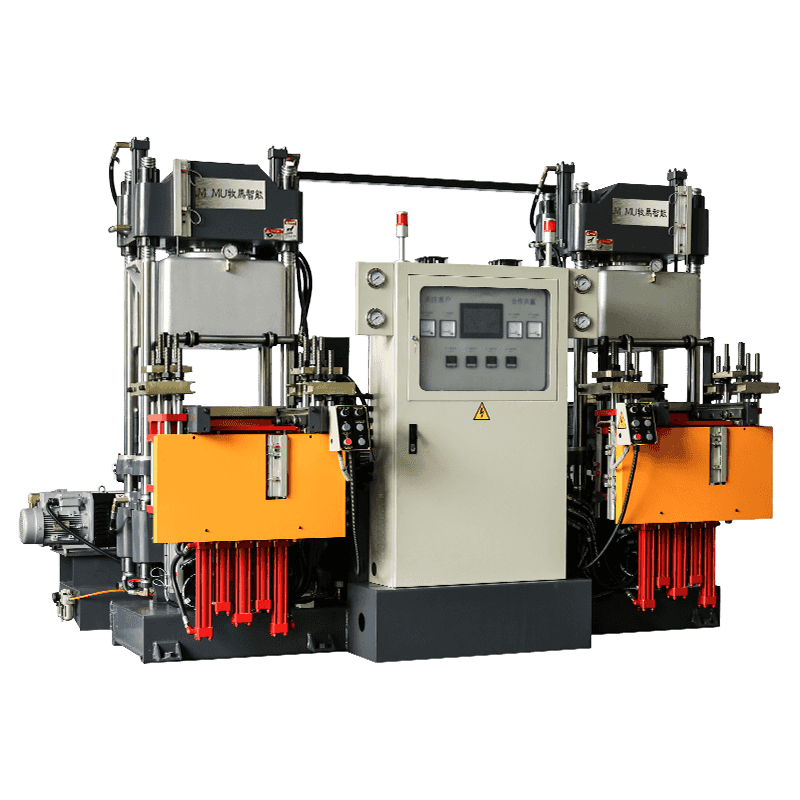
Apa Itu Mesin Cetak Injeksi LSR?
Sebuah Mesin cetak injeksi LSR adalah sistem produksi khusus yang dirancang untuk memproses karet silikon cair (LSR) menjadi komponen yang dibentuk secara presisi melalui siklus injeksi otomatis yang tertutup. Tidak seperti cetakan injeksi termoplastik, yang melelehkan pelet padat dan menyuntikkannya ke dalam cetakan yang didinginkan, cetakan LSR bekerja sebaliknya: silikon cair dua komponen tetap dingin selama injeksi dan kemudian diawetkan di dalam cetakan yang dipanaskan melalui reaksi vulkanisasi yang dikatalisis platinum. Perbedaan mendasar dalam perilaku material ini mendorong hampir setiap keputusan desain pada mesin khusus LSR — mulai dari sistem barel dan pengukuran yang dikontrol suhu hingga unit penjepit dan konstruksi cetakan.
Mesin LSR digunakan di berbagai industri di mana pun kombinasi fleksibilitas, stabilitas termal, biokompatibilitas, dan ketahanan kimia silikon diperlukan. Peralatan medis, produk bayi, segel otomotif, komponen elektronik konsumen, dan membran industri adalah beberapa aplikasi yang paling umum. Memahami prinsip kerja alat berat, subsistem utama, dan kriteria pemilihan sangat penting bagi para insinyur dan profesional pengadaan yang mengevaluasi kemampuan produksi LSR.
Cara Kerja Cetakan Injeksi LSR: Proses Inti
LSR disediakan dalam sistem dua bagian: Komponen A berisi polimer dasar dan katalis platinum, sedangkan Komponen B berisi pengikat silang dan inhibitor. Kedua komponen tersebut disimpan dalam drum terpisah dan dimasukkan melalui unit pengukuran dan pencampuran — biasanya mixer statis — yang menggabungkan keduanya dalam rasio volume yang tepat 1:1. Mempertahankan akurasi rasio yang tepat sangat penting karena setiap penyimpangan akan mengubah kimia pengawetan dan menghasilkan komponen dengan kekerasan yang tidak konsisten, pengawetan yang tidak sempurna, atau permukaan yang lengket.
Setelah pencampuran, gabungan LSR disuntikkan ke dalam cetakan yang dipanaskan — biasanya dijaga antara 160°C dan 220°C — di mana katalis platinum mendorong ikatan silang yang cepat. Waktu pengeringan bergantung pada geometri komponen, ketebalan dinding, dan suhu cetakan, namun sebagian besar siklus produksi berkisar dari beberapa detik untuk komponen berdinding tipis hingga beberapa menit untuk komponen yang lebih tebal. Karena silikon yang diawetkan sedikit menyusut saat berikatan silang, desain cetakan harus memperhitungkan perubahan dimensi ini untuk menjaga toleransi yang ketat pada bagian akhir.
Unit injeksi itu sendiri harus didinginkan — biasanya didinginkan dengan air hingga suhu sekitar 10–15°C — untuk mencegah proses pengeringan dini pada laras sebelum suntikan mencapai cetakan. Sistem cold-runner ini, sering kali diperluas ke geometri sprue dan runner di dalam cetakan, meminimalkan limbah material dengan menjaga LSR dalam keadaan cair yang tidak diawetkan hingga ke gate, kemudian memungkinkan perbedaan panas antara cold runner dan rongga cetakan panas untuk memicu proses curing tepat di tempat yang diperlukan.
Subsistem Utama Mesin Cetak Injeksi LSR
Unit Pengukuran dan Dosis
Unit pengukuran adalah subsistem paling penting yang unik untuk pemrosesan LSR. Ini menarik dua komponen LSR dari drum bertekanan menggunakan pompa piston yang digerakkan secara pneumatik atau servo, mempertahankan rasio volumetrik yang tepat sepanjang pengambilan gambar, dan mengirimkan bahan campuran ke unit injeksi tanpa memasukkan udara. Sistem pengukuran kelas atas mencapai akurasi rasio dalam ±0,5% di seluruh proses produksi dan mencakup sensor pemantauan berkelanjutan yang memicu alarm jika rasio menyimpang melebihi toleransi yang ditetapkan. Mixer statis — elemen heliks pasif yang menyalurkan kedua komponen — menghasilkan pencampuran homogen tanpa bagian yang bergerak, sehingga mengurangi kebutuhan perawatan dibandingkan dengan alternatif pencampuran dinamis.

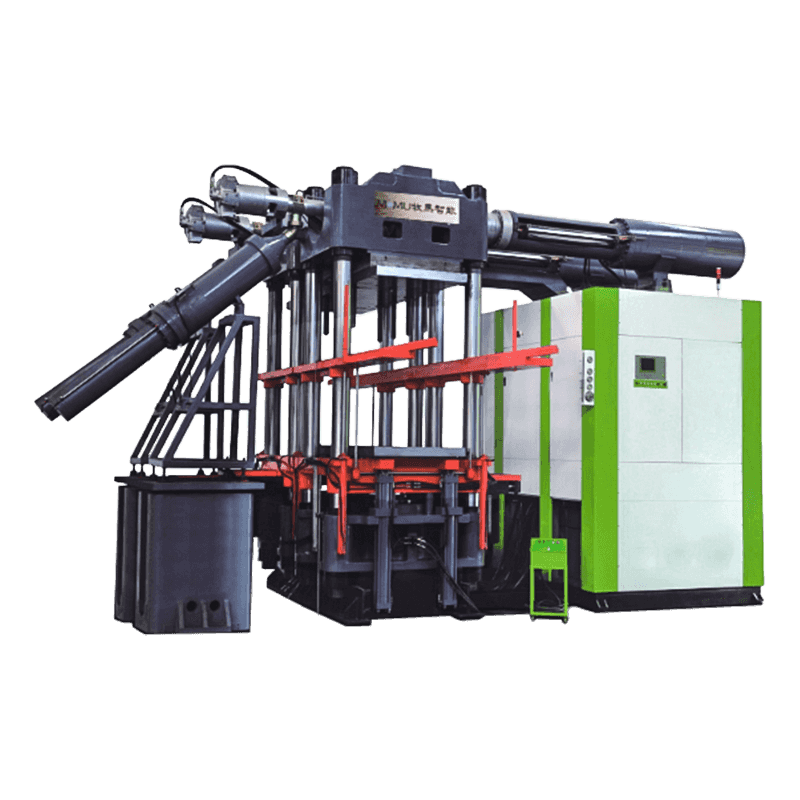
Unit Injeksi
Unit injeksi untuk LSR berbeda dari unit termoplastik dalam beberapa hal penting. Geometri sekrup menggunakan kedalaman terbang yang dangkal dan rasio kompresi yang rendah untuk menghindari timbulnya panas gesekan yang akan mengeringkan material di dalam laras sebelum waktunya. Seluruh laras dilapisi dengan sirkuit pendingin air. Kecepatan dan tekanan injeksi dikontrol secara servo untuk memastikan karakteristik pengisian yang konsisten di setiap pengambilan, dan unit injeksi biasanya beroperasi pada tekanan yang jauh lebih rendah dibandingkan sistem termoplastik — biasanya antara 500 dan 1.500 bar — karena viskositas LSR yang rendah memerlukan lebih sedikit gaya untuk mengisi rongga cetakan.
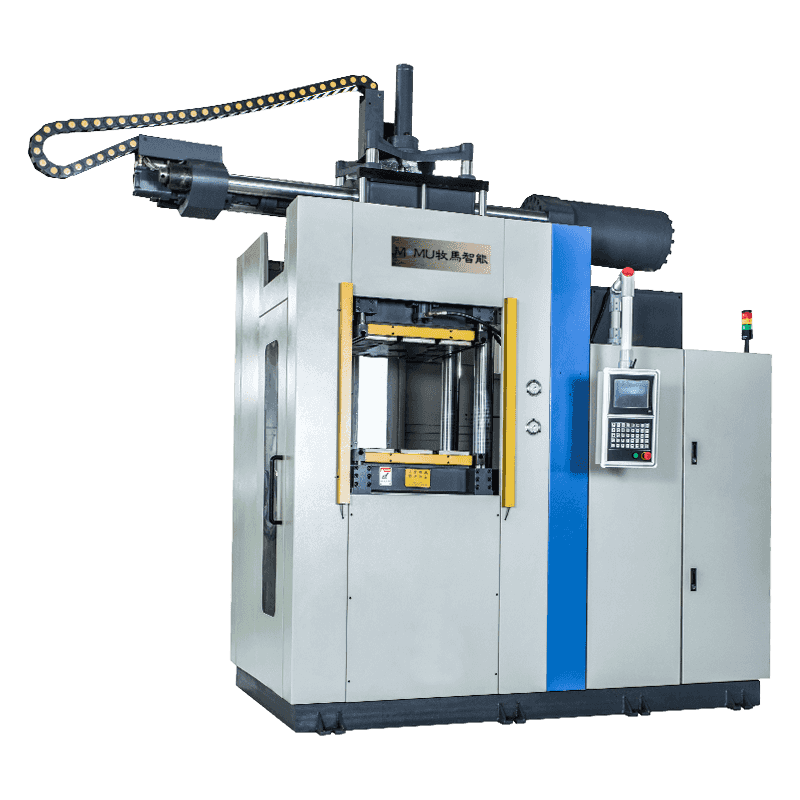
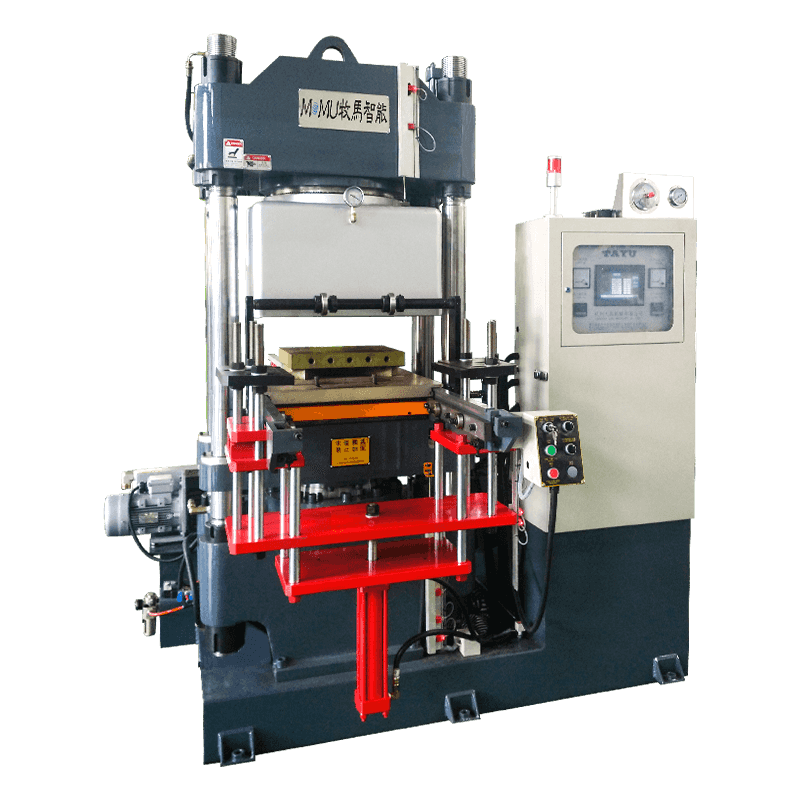
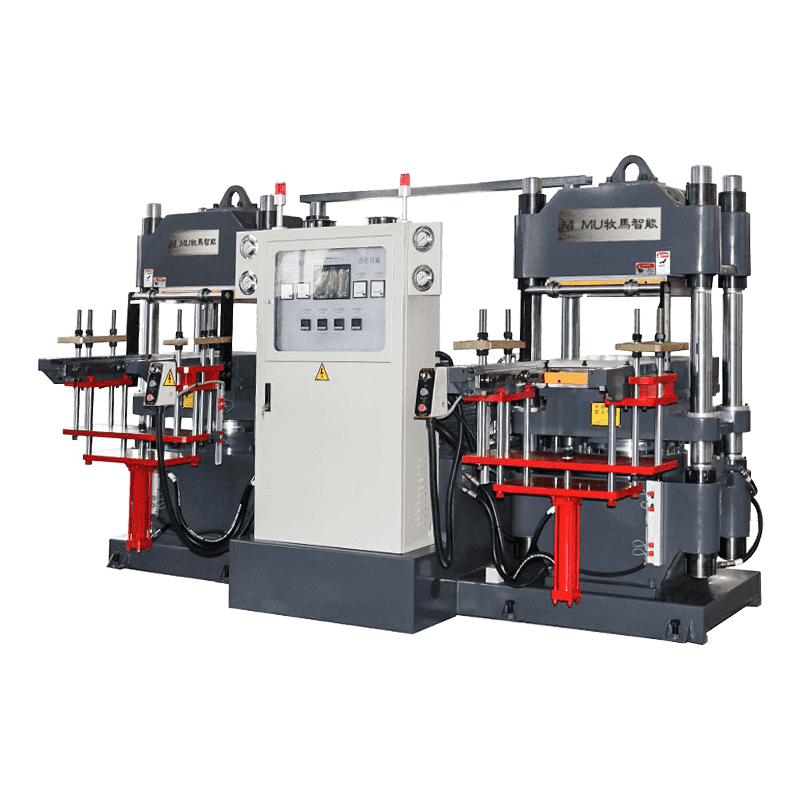
Unit Penjepit
Cetakan LSR memerlukan gaya penjepitan yang sangat tinggi per unit luas bagian yang diproyeksikan dibandingkan dengan termoplastik, karena viskositas LSR yang rendah berarti cetakan tersebut akan menyala bahkan pada celah garis perpisahan yang minimal jika gaya penjepitan tidak mencukupi. Sistem pengalih dan penjepit hidraulik sama-sama digunakan, dengan mesin serba listrik semakin disukai di lingkungan ruang bersih karena kebersihan, kemampuan pengulangan, dan efisiensi energinya. Persyaratan gaya penjepit dihitung berdasarkan tekanan rongga dikalikan dengan luas proyeksi bagian ditambah sistem pelari.
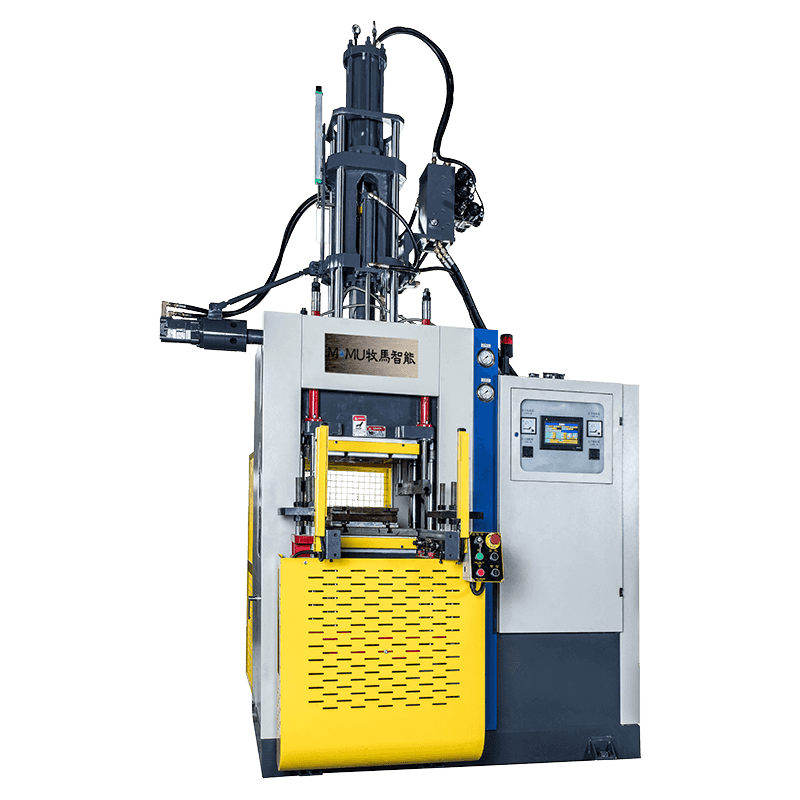
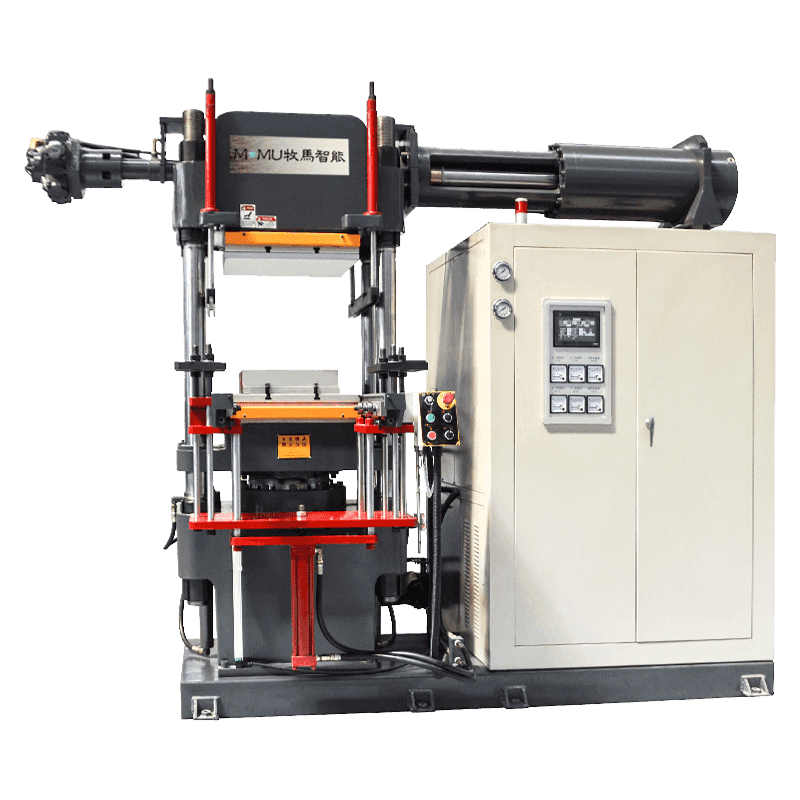
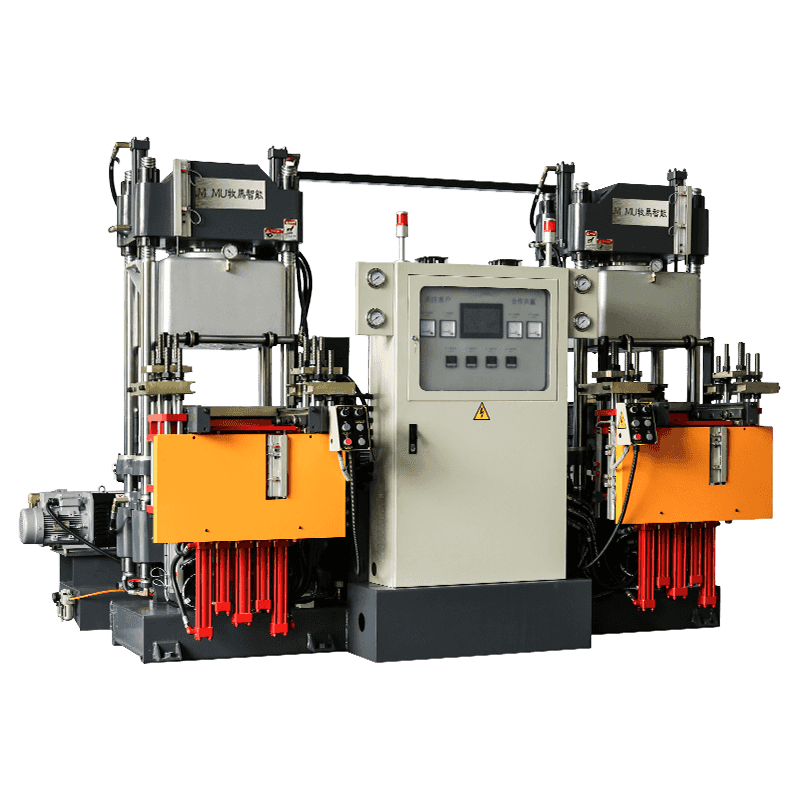
Perbandingan Mesin LSR: Hidraulik vs. Serba Listrik
| Fitur | Mesin LSR Hidrolik | Mesin LSR Serba Listrik |
| Pengulangan | Bagus | Luar biasa |
| Kesesuaian Ruang Bersih | Terbatas (risiko kontaminasi minyak) | Tinggi (tidak ada cairan hidrolik) |
| Konsumsi Energi | Lebih tinggi | 30–60% lebih rendah |
| Biaya Modal | Lebih rendah | Lebih tinggi |
| Tingkat Kebisingan | Lebih tinggi | Lebih rendah |
| Pemeliharaan | Lebih sering (segel hidrolik) | Lebih jarang |
| Aplikasi Terbaik Cocok | Suku cadang industri berkekuatan tinggi | Suku cadang medis, food grade, dan presisi |
Industri dan Aplikasi yang Mendorong Permintaan Mesin LSR
Pertumbuhan cetakan injeksi LSR sebagai metode produksi terkait langsung dengan berkembangnya industri yang bergantung pada sifat material silikon dalam lingkungan penggunaan akhir yang menuntut. Setiap industri memiliki persyaratan khusus yang menentukan cara mesin LSR harus dikonfigurasi dan divalidasi.
- Peralatan medis: Biokompatibilitas LSR berdasarkan standar ISO 10993 dan kemampuannya untuk disterilkan dengan autoklaf, EtO, dan radiasi gamma menjadikannya bahan pilihan untuk kateter, masker pernapasan, segel untuk perangkat implan, dan pegangan instrumen bedah. Mesin yang digunakan untuk produksi LSR medis biasanya sepenuhnya bertenaga listrik, kompatibel dengan ruang bersih, dan dilengkapi dengan dokumentasi proses lengkap untuk kepatuhan terhadap peraturan.
- Produk bayi dan bayi: Dot, dot botol, dan produk tumbuh gigi memerlukan silikon yang aman untuk makanan, bebas dari bahan pemlastis dan BPA. Nilai LSR yang disertifikasi berdasarkan peraturan kontak makanan FDA 21 CFR dan EU 10/2011 adalah standarnya, dan lingkungan produksi harus memenuhi kontrol kebersihan yang ketat.
- Otomotif: LSR digunakan untuk segel grommet, sepatu busi, segel sensor, dan komponen di bawah kap mesin yang harus tahan terhadap suhu berkelanjutan dari -50°C hingga 200°C. Produksi otomotif bervolume tinggi biasanya menggunakan mesin hidrolik dengan cetakan cold-runner multi-rongga untuk efisiensi biaya.
- Elektronik konsumen: Gasket tahan air, membran tombol, ujung earbud, dan segel perangkat wearable mewakili segmen yang berkembang pesat. Suku cadang berdinding tipis dan berpresisi tinggi dengan toleransi dimensi yang ketat adalah hal yang umum, sehingga lebih menyukai mesin serba listrik dengan kontrol kecepatan injeksi tinggi.
- Penyegelan industri: Diafragma pompa, segel katup, dan gasket tahan bahan kimia memanfaatkan ketahanan silikon terhadap ozon, radiasi UV, dan spektrum bahan kimia yang luas. Ini cenderung merupakan bagian dengan bagian lebih tebal yang diproduksi pada mesin hidrolik dengan kavitasi rendah.
Faktor Penting Saat Memilih Mesin Cetak Injeksi LSR
Memilih mesin LSR memerlukan evaluasi spesifikasi teknis dalam konteks suku cadang spesifik Anda, volume produksi, dan lingkungan peraturan. Beberapa faktor secara konsisten menentukan apakah investasi mesin memberikan pengembalian yang diharapkan.
Ukuran tembakan dan gaya penjepitan harus disesuaikan dengan bagian yang diproyeksikan dan area pelari, bukan diperkirakan secara longgar. Viskositas LSR yang rendah berarti bahwa kekurangan gaya penjepitan yang kecil pun akan menghasilkan kilatan - lapisan tipis silikon yang diawetkan pada garis perpisahan yang memerlukan pemangkasan manual dan meningkatkan tingkat kerusakan. Hitung gaya penjepitan yang diperlukan minimal 0,3 hingga 0,5 ton per sentimeter persegi luas rongga yang diproyeksikan, dan ukur mesin dengan margin di atas angka tersebut untuk mengakomodasi penambahan cetakan atau perubahan desain di masa mendatang.
Ketepatan kontrol suhu di seluruh cetakan sama pentingnya dengan kinerja penjepitan dan injeksi mesin. Temperatur cetakan yang tidak merata menghasilkan komponen dengan proses pengawetan yang tidak konsisten, variasi dimensi, dan cacat permukaan. Evaluasi apakah pengontrol suhu cetakan mesin mendukung pemetaan suhu berbasis zona dan apakah desain cetakan menyediakan cakupan saluran pemanas yang memadai. Dalam aplikasi medis presisi, variasi suhu cetakan lebih dari ±2°C di seluruh permukaan rongga biasanya tidak dapat diterima.
Kemampuan pemantauan proses dan pencatatan data menjadi hal yang tidak dapat dinegosiasikan bagi industri yang diatur. Mesin LSR modern mengintegrasikan sensor tekanan rongga, kecepatan injeksi dan profil tekanan, pencatatan suhu cetakan, dan verifikasi rasio pengukuran ke dalam sistem pemantauan proses terpadu. Data ini diperlukan untuk validasi proses berdasarkan FDA 21 CFR Part 820 dan ISO 13485 untuk perangkat medis, dan semakin banyak diminta oleh pelanggan otomotif Tingkat 1 sebagai bagian dari paket dokumentasi PPAP.
Cacat Proses Umum dan Cara Mencegahnya
Bahkan mesin yang telah ditentukan dengan baik akan menghasilkan cacat ketika parameter proses melayang atau kondisi cetakan tidak dijaga dengan baik. Mengenali akar penyebab cacat umum LSR sangat penting bagi insinyur proses yang bertanggung jawab atas kualitas produksi.
- Kilatan: Disebabkan oleh kekuatan penjepitan yang tidak mencukupi, permukaan garis perpisahan yang aus, atau tekanan injeksi yang berlebihan. Mengatasinya dengan memverifikasi perhitungan gaya penjepit, memeriksa kondisi cetakan, dan mengurangi kecepatan injeksi selama fase pengisian.
- Pengisian tidak lengkap/shot pendek: Akibat dari tekanan injeksi yang tidak mencukupi, gerbang yang tersumbat, atau LSR yang telah mengeras sebagian pada runner sebelum mencapai rongga. Periksa diameter gerbang, pastikan suhu barel berada dalam kisaran target cold-runner, dan periksa hambatan penyembuhan dari kontaminasi.
- Kelengketan permukaan: Menunjukkan proses pengeringan yang kurang, paling sering disebabkan oleh rasio A:B yang salah, suhu cetakan terlalu rendah, atau waktu pengeringan yang tidak mencukupi. Verifikasi rasio pengukuran dengan uji pengeluaran terkontrol, periksa keseragaman suhu cetakan, dan perpanjang waktu pengeringan jika toleransi dimensi memungkinkan.
- Jebakan/rongga udara: Udara yang dimasukkan selama pencampuran atau disuntikkan dengan bahan menghasilkan gelembung pada bagian yang diawetkan. Pastikan sistem pengukuran dibersihkan dengan benar sebelum produksi, dan periksa apakah kecepatan injeksi tidak terlalu cepat sehingga udara tersedot ke area gerbang di depan aliran LSR.
- Variasi dimensi antar bidikan: Biasanya terkait dengan ketidakkonsistenan pengukuran, fluktuasi suhu barel, atau waktu pengeringan yang bervariasi karena penyimpangan suhu cetakan. Tinjau log pemantauan proses untuk mengidentifikasi variabel mana yang berkorelasi dengan pergeseran dimensi, dan kalibrasi ulang subsistem yang relevan.