SEBUAHpa Itu Mesin Penjepit Cetakan Silikon Cair dan Mengapa Itu Penting?
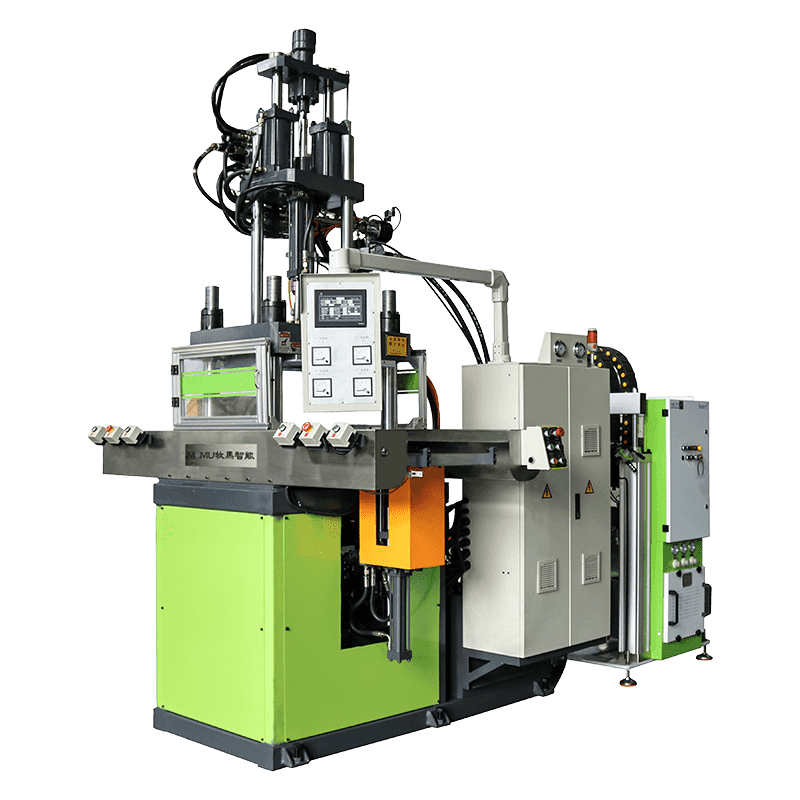
A mesin penjepit cetakan silikon cair — biasa disebut sebagai mesin cetak injeksi LSR (Liquid Silicone Rubber) dengan sistem penjepitan terintegrasi — adalah peralatan manufaktur khusus yang dirancang untuk memproses karet silikon cair dua komponen menjadi bagian yang dicetak secara presisi. Tidak seperti mesin cetak injeksi termoplastik konvensional, mesin LSR harus menangani material yang dimasukkan secara dingin ke dalam rongga cetakan yang dipanaskan, di mana material tersebut mengalami reaksi vulkanisasi (pengeringan) dan bukan pemadatan berbasis pendinginan. Unit penjepit memainkan peran penting dalam proses ini dengan mempertahankan gaya penutupan cetakan yang presisi dan konsisten sepanjang siklus injeksi, pengisian, dan pengawetan — mencegah kilatan cahaya, memastikan keakuratan dimensi, dan melindungi cetakan dari kerusakan yang disebabkan oleh tekanan injeksi internal.
Pentingnya sistem penjepitan diperkuat dalam pemrosesan silikon cair karena LSR memiliki viskositas yang sangat rendah dibandingkan dengan termoplastik — seringkali berkisar antara 100.000 hingga 300.000 mPa·s sebelum proses curing. Viskositas rendah ini berarti material mengalir dengan mudah ke celah terkecil di antara permukaan bagian cetakan, bahkan membuat kekurangan gaya penjepitan kecil pun langsung terlihat sebagai cacat kilat pada permukaan bagian. Mesin penjepit yang ditentukan dan dikalibrasi dengan tepat menghilangkan risiko ini sekaligus memungkinkan konfigurasi perkakas dengan rongga tinggi yang memaksimalkan efisiensi produksi.
Komponen Inti dan Cara Kerja Sistem Penjepit
Memahami arsitektur mesin penjepit cetakan silikon cair membantu produsen membuat keputusan pembelian dan operasional yang tepat. Mesin ini terdiri dari dua subsistem terintegrasi: unit injeksi, yang mengukur, mencampur, dan menyuntikkan LSR dua komponen, dan unit penjepit, yang membuka, menutup, dan mengunci cetakan di bawah kekuatan yang terkendali. Untuk aplikasi silikon cair, kedua subsistem harus memenuhi standar yang jauh lebih tinggi dibandingkan dengan mesin termoplastik standar.
Unit Penjepit
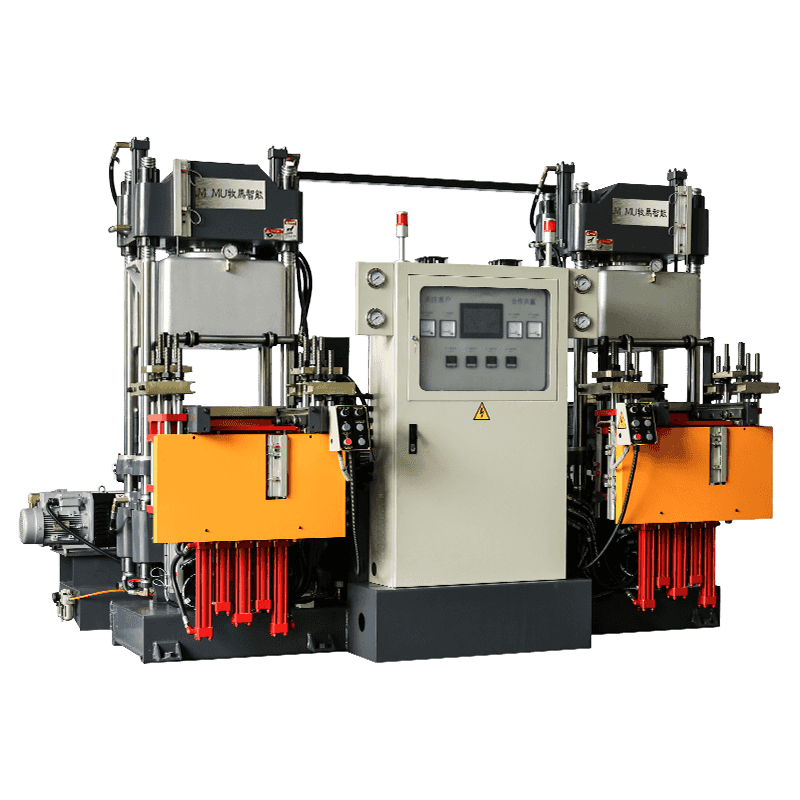
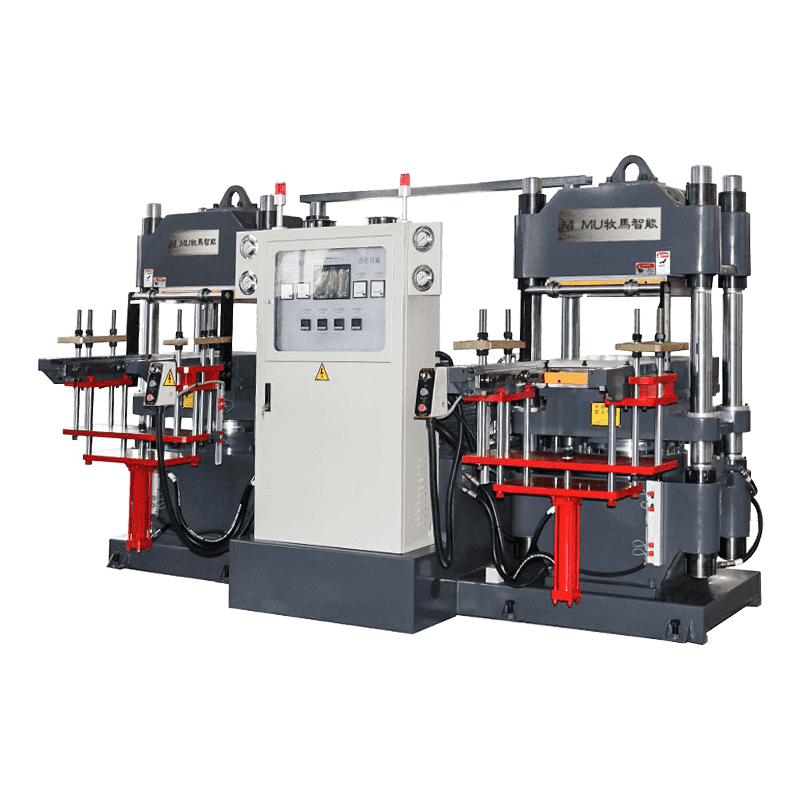
Unit penjepit terdiri dari pelat stasioner, pelat bergerak, batang pengikat (atau rangka tanpa batang pengikat pada beberapa desain), dan aktuator penjepit — yang dapat berupa hidrolik, mekanis sakelar, atau servo-listrik tergantung pada desain mesin. Pelat yang bergerak bergerak sepanjang tie bar atau pemandu bingkai untuk membuka dan menutup cetakan. Setelah cetakan tertutup sepenuhnya, aktuator penjepit menerapkan gaya penjepit terukur — diukur dalam kilonewton (kN) atau ton — untuk mengunci bagian cetakan melawan tekanan injeksi yang memaksa cetakan terpisah selama pengisian bahan.
Untuk pemrosesan LSR, unit penjepit juga harus mengakomodasi cetakan yang dipanaskan (biasanya dipertahankan pada suhu 170–220°C) sementara sistem injeksi tetap dingin (5–15°C). Kontras termal ini berarti rangka mesin dan desain pelat harus memperhitungkan ekspansi termal diferensial untuk menjaga paralelisme dan distribusi gaya penjepitan yang konsisten di seluruh permukaan cetakan — penting untuk mencapai komponen bebas kilat yang seragam pada perkakas multi-rongga.
Unit Injeksi dan Pengukuran
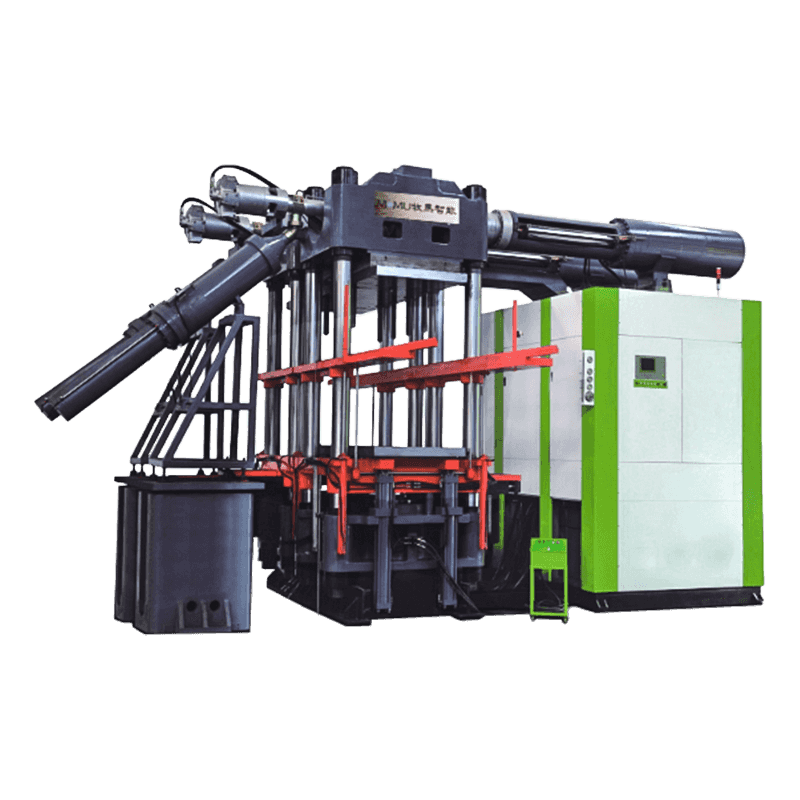
Unit injeksi untuk mesin LSR pada dasarnya berbeda dengan unit termoplastik. Ini terdiri dari sistem pemompaan dan pengukuran dua komponen — biasanya rasio volumetrik 1:1 dari komponen A (polimer dasar) dan komponen B (pengikat silang/katalis) — digabungkan dalam mixer statis atau dinamis sebelum memasuki laras dingin dan sekrup injeksi. Sistem takaran pigmen dapat diintegrasikan secara inline untuk bagian LSR berwarna. Sekrup injeksi didinginkan untuk mencegah vulkanisasi dini di dalam laras, dan nosel dilengkapi katup penutup jarum untuk mencegah air liur mengalir di antara pengambilan gambar.
Spesifikasi Teknis Utama yang Perlu Dievaluasi Saat Memilih Mesin
Memilih mesin penjepit cetakan silikon cair memerlukan evaluasi yang cermat terhadap beberapa parameter teknis yang saling bergantung. Meremehkan spesifikasi apa pun yang terkait dengan persyaratan perkakas dan produksi Anda dapat mengakibatkan masalah kualitas atau kerusakan mesin yang terus-menerus. Tabel berikut merangkum spesifikasi paling penting dan signifikansi praktisnya:
| Spesifikasi | Kisaran Khas | Mengapa Itu Penting |
| Kekuatan Penjepit | 50 – 4.000 kN | Harus melebihi tekanan rongga yang diproyeksikan untuk mencegah kilatan cahaya |
| Ukuran Pelat | 200×200mm – 1000×1000mm | Menentukan dimensi dasar cetakan maksimum |
| Pembukaan Siang Hari | 200 – 800mm | Harus mengakomodasi tinggi cetakan ditambah langkah demolding |
| Volume Injeksi | 2 – 3.000 cm³ | Harus sesuai dengan total berat pukulan termasuk pelari |
| Akurasi Pengukuran | ±0,5% atau lebih baik | Memastikan rasio A:B yang konsisten dan keseragaman proses curing |
| Kontrol Suhu Cetakan | Hingga 250°C | Mengontrol kecepatan penyembuhan dan kualitas komponen |
| Suhu Barel/Nosel | 5 – 20°C (didinginkan) | Mencegah vulkanisasi dini pada sistem umpan |
| Tipe Penggerak Penjepit | Hidrolik / Toggle / Servo-listrik | Mempengaruhi presisi, penggunaan energi, dan tuntutan pemeliharaan |
Penjepit Hidraulik vs. Toggle vs. Semua Listrik: Memilih Penggerak yang Tepat
Pilihan jenis penggerak penjepit adalah salah satu keputusan paling penting ketika menentukan mesin penjepit cetakan silikon cair. Setiap teknologi penggerak menawarkan serangkaian trade-off yang berbeda dalam hal konsistensi kekuatan, efisiensi energi, presisi, dan persyaratan pemeliharaan — yang semuanya membawa implikasi signifikan khususnya pada pemrosesan LSR.
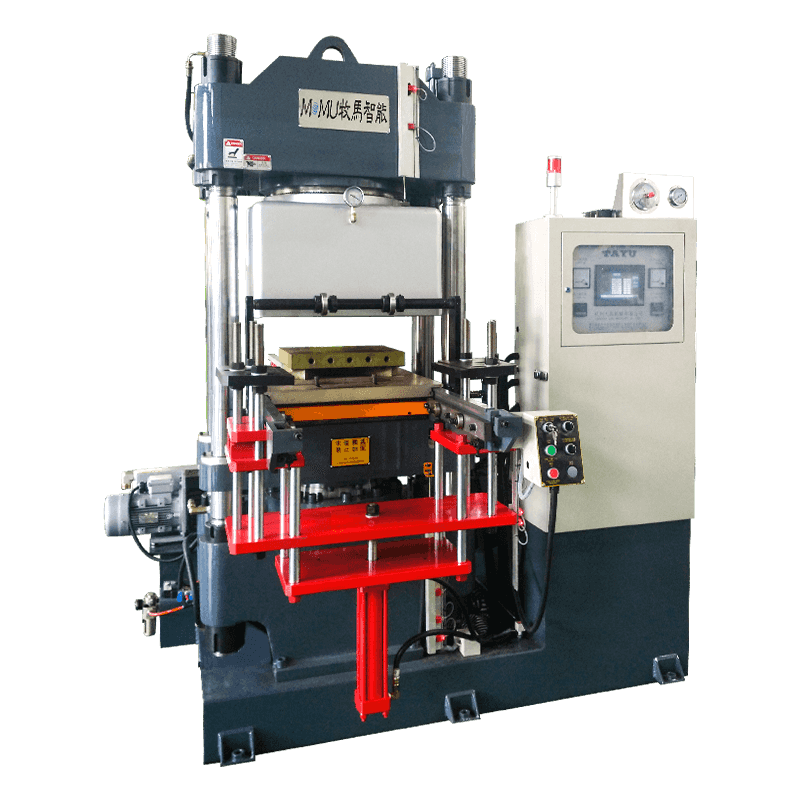
Penjepit Hidraulik
Sistem penjepit hidrolik menggunakan oli bertekanan untuk menggerakkan silinder penjepit secara langsung. Mereka menawarkan kekuatan penjepitan yang tinggi pada rangka mesin yang kompak, sehingga cocok untuk mesin LSR bertonase besar yang memproduksi suku cadang berukuran besar seperti segel otomotif, gasket, atau rumah perangkat medis berukuran besar. Sistem hidraulik memberikan penerapan gaya yang mulus dan berkelanjutan serta relatif toleran terhadap ketidaksejajaran cetakan. Namun, bahan-bahan tersebut mengonsumsi energi secara terus-menerus untuk menjaga tekanan hidraulik, menghasilkan panas yang harus dikelola, dan memerlukan pemeliharaan cairan hidraulik secara berkala serta pemeriksaan segel untuk mencegah kontaminasi — hal ini menjadi perhatian dalam produksi LSR ruang bersih untuk aplikasi medis atau kontak makanan.
Beralih Penjepit
Mekanisme pengalih menggunakan sistem hubungan mekanis yang digerakkan oleh aktuator hidrolik atau servo untuk melipatgandakan gaya secara geometris saat pengalih mendekati posisi memanjang penuh (terkunci). Desain ini memberikan gaya penjepitan yang sangat tinggi pada akhir langkah dengan tenaga aktuator yang relatif rendah, sehingga hemat energi untuk aplikasi siklus tinggi. Mesin pengalih banyak digunakan dalam produksi LSR menengah hingga besar dan menawarkan waktu siklus kering yang cepat. Batasan utamanya adalah gaya penjepitan sensitif terhadap tinggi cetakan — penyesuaian harus dilakukan secara tepat saat cetakan diubah untuk memastikan sakelar mencapai ekstensi penuh pada titik penutupan cetakan yang benar, sehingga memerlukan prosedur pengaturan yang cermat.
Penjepit Servo-Listrik (Servo-Listrik).
Mesin penjepit serba listrik menggunakan motor servo yang menggerakkan mekanisme sekrup bola untuk membuka, menutup, dan menerapkan gaya penjepit. Teknologi ini memberikan tingkat pengulangan dan presisi posisi tertinggi — penting untuk komponen LSR dengan toleransi ketat yang digunakan pada perangkat medis, komponen optik, dan aplikasi cetakan mikro. Mesin serba listrik hanya mengonsumsi energi saat bergerak, tidak menghasilkan panas hidraulik, dan tidak menimbulkan risiko kontaminasi oli, menjadikannya pilihan utama untuk lingkungan ruang bersih Kelas ISO. Harga pembelian awal yang lebih tinggi biasanya diimbangi seiring berjalannya waktu melalui biaya pengoperasian yang lebih rendah, pengurangan pemeliharaan, dan konsistensi proses yang unggul.

Industri dan Aplikasi Yang Mengandalkan Mesin Penjepit LSR
Mesin penjepit cetakan silikon cair melayani beragam industri, didorong oleh kombinasi unik biokompatibilitas, stabilitas termal, isolasi listrik, dan daya tahan LSR. Memahami industri mana yang paling bergantung pada teknologi ini membantu mengontekstualisasikan persyaratan kinerja alat berat yang paling penting di setiap sektor.
- Alat Kesehatan dan Pelayanan Kesehatan: LSR mematuhi FDA, dapat diautoklaf, dan biokompatibel, sehingga sangat diperlukan untuk memproduksi masker pernapasan, komponen kateter, membran katup, segel jarum suntik, ujung telinga alat bantu dengar, dan pegangan instrumen bedah. Mesin yang digunakan di sektor ini harus memenuhi standar kompatibilitas ruang bersih dan memberikan keterlacakan penuh terhadap parameter proses.
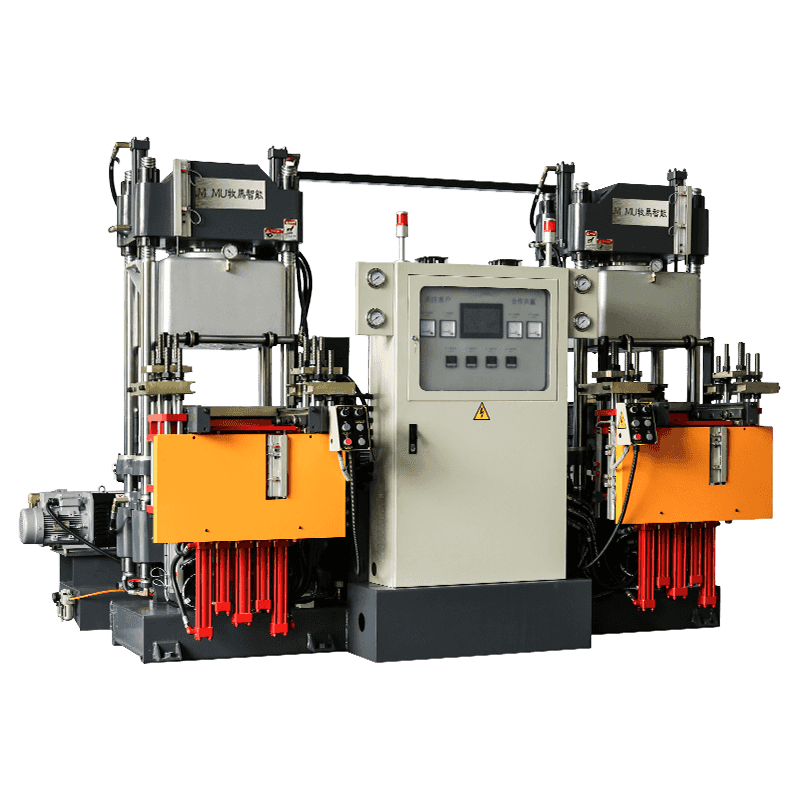
- Otomotif: Sistem penyegelan, sepatu busi, gasket konektor, dan rumah sensor berbahan LSR memerlukan produksi volume tinggi dengan toleransi dimensi yang ketat. Peralatan hot runner multi-rongga yang dijalankan pada mesin penjepit bertonase besar merupakan standar di fasilitas pemasok otomotif tingkat-1.
- Produk Bayi dan Bayi: Dot botol, dot, cincin tumbuh gigi, dan aksesori makan diproduksi dari LSR food grade pada mesin yang divalidasi untuk memenuhi standar keselamatan seperti FDA 21 CFR dan EU 10/2011 untuk bahan yang bersentuhan dengan makanan.
- Elektronik Konsumen: Segel kedap air untuk ponsel cerdas, jam tangan pintar, dan earbud; membran saklar keyboard; dan komponen yang bersentuhan dengan kulit perangkat yang dapat dipakai semakin banyak diproduksi dari LSR karena daya tahan dan sifat sentuhannya.
- Penyegelan Industri dan Kontrol Cairan: O-ring, diafragma, dan gasket khusus untuk pompa, katup, dan peralatan pemrosesan bahan kimia mendapat manfaat dari ketahanan LSR terhadap suhu ekstrem (-60°C hingga 230°C), radiasi UV, dan bahan kimia agresif.
Parameter Proses Yang Secara Langsung Mempengaruhi Kinerja Penjepitan dan Kualitas Bagian
Bahkan mesin penjepit cetakan silikon cair yang ditentukan dengan paling tepat pun akan menghasilkan komponen yang rusak jika parameter proses tidak ditetapkan dan dipelihara dengan benar. Pencetakan LSR sensitif terhadap sekelompok variabel yang saling terkait sehingga operator dan insinyur proses harus terus memantau dan mengoptimalkannya.
- Kekuatan penjepit vs. luas rongga yang diproyeksikan: Hitung gaya penjepit yang diperlukan dengan mengalikan total luas proyeksi semua rongga dan runner (dalam cm²) dengan tekanan injeksi rata-rata (dalam kN/cm²). Terapkan faktor keamanan 1,2–1,5 untuk memperhitungkan lonjakan tekanan selama pengisian. Kekuatan penjepitan yang tidak mencukupi menyebabkan kilatan cahaya; kekuatan yang berlebihan dapat merusak permukaan cetakan seiring waktu.
- Keseragaman suhu cetakan: Pemanasan cetakan yang tidak merata menyebabkan tingkat pengerasan yang bervariasi di seluruh rongga, menghasilkan komponen dengan kekerasan, penyelesaian permukaan, atau akurasi dimensi yang tidak konsisten. Validasi keseragaman suhu di seluruh permukaan cetakan menggunakan pencitraan termal sebelum melakukan produksi.
- Kecepatan dan tekanan injeksi: Viskositas LSR yang rendah berarti ia mengisi rongga dengan cepat. Kecepatan injeksi harus dikontrol untuk menghindari jebakan udara dan cacat pengaliran, terutama pada bagian geometri berdinding tipis atau kompleks. Profil injeksi multitahap yang dapat diprogram memungkinkan pengurangan kecepatan pada transisi pengisian kritis.
- Pengoptimalan waktu penyembuhan: Waktu pengeringan adalah fungsi dari suhu cetakan, ketebalan dinding bagian, dan energi aktivasi tingkat LSR tertentu. Proses pengawetan yang kurang akan membuat bagian-bagiannya lengket dan lemah secara mekanis; pengawetan yang berlebihan akan membuang waktu siklus dan dapat menyebabkan penurunan suhu pada bagian yang tipis. Gunakan studi waktu pengeringan dengan pengukuran durometer untuk menentukan waktu pengeringan efektif minimum untuk setiap kombinasi alat dan bahan.
- Ventilasi vakum: Banyak cetakan LSR dilengkapi dengan sistem vakum yang mengevakuasi udara dari rongga segera sebelum injeksi. Hal ini sangat penting terutama untuk rongga kecil, kantong buta, atau bagian dengan persyaratan kosmetik yang ketat, karena udara yang terperangkap menyebabkan rongga, tembakan pendek, dan porositas permukaan yang tidak dapat dicegah dengan gaya penjepitan saja.
Perawatan dan Umur Panjang: Melindungi Investasi Mesin Anda
Mesin penjepit cetakan silikon cair mewakili investasi modal yang besar — mesin entry-level berharga sekitar $80.000, sementara sistem serba listrik yang lengkap dengan pengukuran multi-komponen dan integrasi ruang bersih dapat melebihi $500.000. Menerapkan program pemeliharaan preventif yang disiplin sangat penting untuk melindungi investasi ini, meminimalkan waktu henti yang tidak direncanakan, dan mempertahankan kualitas produksi selama masa operasional alat berat.
- Pembersihan harian sistem pengukuran dan pencampuran: Di akhir setiap shift produksi, bersihkan mixer, elemen pencampur statis, dan nosel untuk mencegah LSR mengering di dalam sistem umpan. Penyumbatan silikon yang telah disembuhkan pada mixer statis adalah penyebab utama waktu henti yang tidak direncanakan dan memerlukan pembongkaran dan pembersihan yang mahal.
- Pemeriksaan paralelisme batang pengikat dan pelat: Ukur paralelisme pelat secara berkala menggunakan indikator dial. Hilangnya paralelisme — yang disebabkan oleh keausan tie bar, beban penjepitan yang tidak merata, atau efek termal — menyebabkan pola kilatan yang tidak seragam pada perkakas multi-rongga dan dapat salah didiagnosis sebagai masalah perkakas jika geometri mesin tidak diverifikasi terlebih dahulu.
- Inspeksi sistem pendingin barel dan nosel: Pastikan aliran air dingin melalui jaket pendingin barel tetap dalam parameter yang ditentukan. Hilangnya kapasitas pendinginan memungkinkan LSR mulai melakukan vulkanisasi di zona umpan, menyebabkan bobot tembakan tidak menentu dan lonjakan torsi sekrup yang dapat merusak komponen penggerak.
- Kalibrasi drive servo dan encoder: Untuk mesin serba listrik, verifikasi keakuratan umpan balik encoder motor servo dan preload sekrup bola pada interval yang dijadwalkan. Penyimpangan encoder atau keausan sekrup bola menyebabkan kesalahan posisi dalam penerapan gaya penjepit yang mungkin tidak langsung terlihat dalam kualitas komponen namun akan terakumulasi menjadi cacat yang signifikan seiring berjalannya waktu.
Bagi produsen yang berkomitmen terhadap presisi, konsistensi, dan skalabilitas dalam produksi karet silikon cair, berinvestasi pada mesin penjepit cetakan silikon cair yang tepat — ditentukan dengan benar, dipasang dengan benar, dan dirawat dengan ketat — adalah keputusan yang paling berdampak dalam membangun operasi pencetakan LSR yang kompetitif dan mampu memenuhi standar ketat pasar produk medis, otomotif, dan konsumen saat ini.