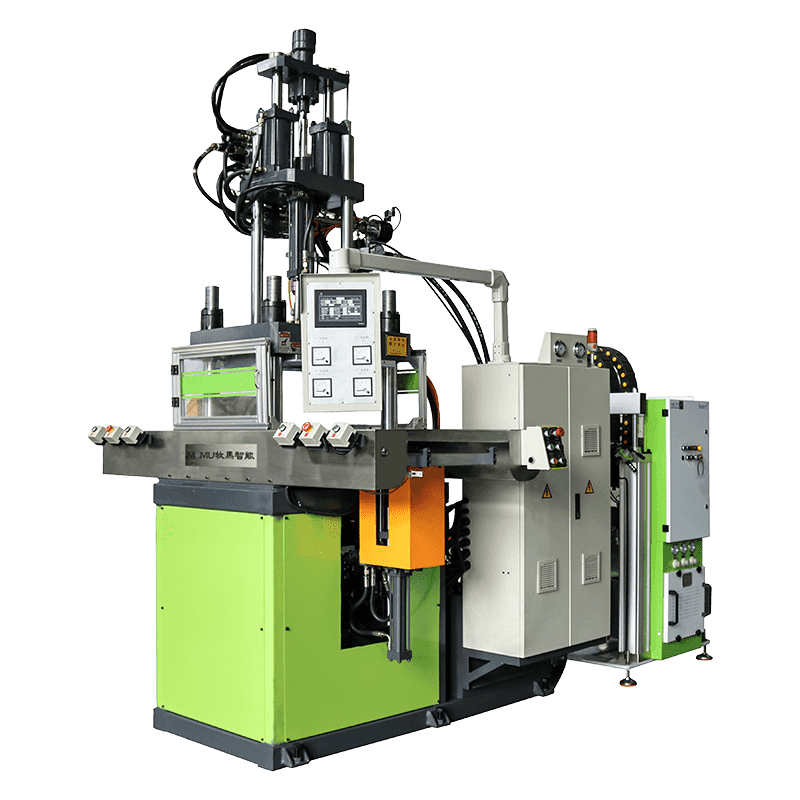
Cara Kerja Mesin Cetak Injeksi Karet
A mesin cetak injeksi karet memproses kompon karet mentah menjadi bagian akhir yang dibentuk secara presisi dengan memaksa material karet yang dipanaskan dan diplastiskan di bawah tekanan tinggi ke dalam rongga cetakan tertutup, tempat material tersebut divulkanisasi — ikatan silang secara kimia — menjadi padatan yang stabil dan elastis. Berbeda dengan cetakan injeksi termoplastik, yang melelehkan dan melebur kembali bahan yang sama, cetakan injeksi karet bergantung pada reaksi vulkanisasi ireversibel yang dipicu oleh panas dan waktu. Setelah karet mengeras di dalam cetakan, karet tidak dapat dicairkan kembali atau dibentuk kembali, yang berarti setiap parameter proses harus dimasukkan dengan benar sebelum produksi penuh dimulai.
Prosesnya dimulai dengan memasukkan kompon karet ke dalam unit plastisisasi mesin — biasanya berupa rakitan sekrup dan barel — yang kemudian dipanaskan hingga suhu pemanasan awal yang dikontrol dengan cermat, biasanya antara 70°C dan 100°C, yang membuatnya dapat dialirkan tanpa memicu vulkanisasi dini. Rotasi sekrup menghomogenisasi senyawa dan meningkatkan tekanan injeksi. Ketika cetakan ditutup dan dijepit, unit injeksi menggerakkan karet plastis melalui sariawan, pelari, dan gerbang ke dalam rongga cetakan. Cetakan itu sendiri dipanaskan hingga suhu yang lebih tinggi — biasanya antara 160°C dan 200°C — di mana zat vulkanisasi aktif dan karet mengering dalam waktu pengeringan yang ditentukan sebelum cetakan dibuka dan bagiannya dikeluarkan.
Komponen Inti dan Fungsinya
Memahami peran fungsional setiap komponen utama membantu operator mendiagnosis masalah, mengoptimalkan pengaturan proses, dan membuat keputusan yang tepat ketika membandingkan spesifikasi alat berat dari produsen yang berbeda.
Unit Injeksi
Unit injeksi terdiri dari laras yang dipanaskan, sekrup bolak-balik, dan nosel. Sekrup memiliki dua tujuan: berputar untuk membuat plastisisasi dan membawa kompon karet ke depan, kemudian bertindak sebagai pendorong untuk menyuntikkan akumulasi bahan ke dalam cetakan. Geometri sekrup untuk karet berbeda dengan yang digunakan pada mesin termoplastik — sekrup karet biasanya memiliki rasio kompresi yang lebih rendah dan penerbangan yang lebih dangkal untuk menghindari timbulnya panas gesekan berlebihan yang dapat menyebabkan hangus, yaitu vulkanisasi dini di dalam laras sebelum material mencapai cetakan.
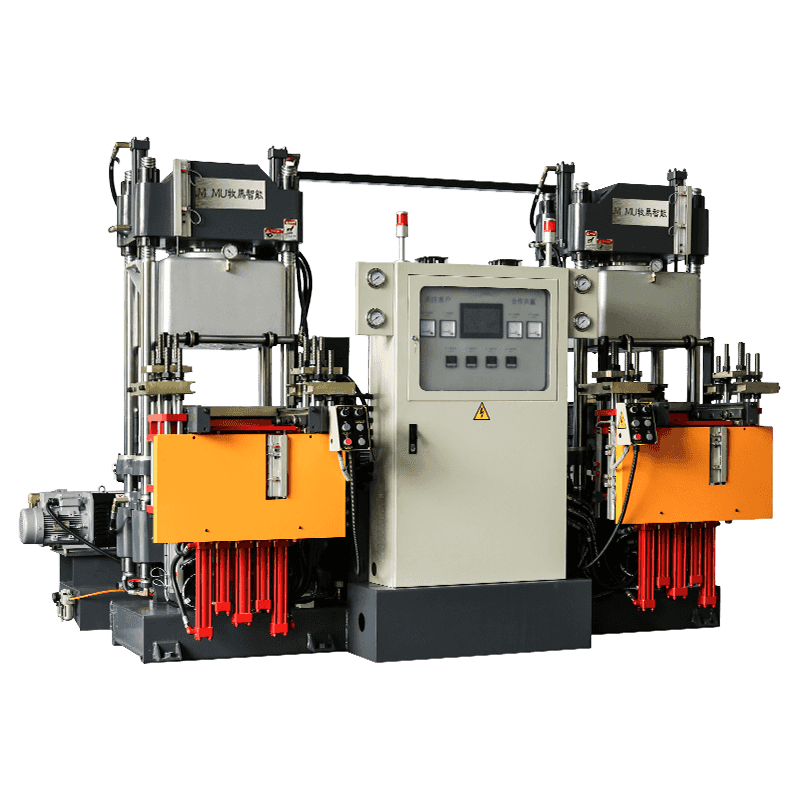
Unit Penjepit
Unit penjepit menyatukan kedua bagian cetakan melawan gaya yang dihasilkan oleh tekanan injeksi. Gaya penjepitan diukur dalam kilonewton (kN) atau ton dan harus melebihi luas proyeksi rongga cetakan dikalikan dengan tekanan injeksi. Gaya penjepitan yang tidak mencukupi menyebabkan kilatan — sirip tipis dari karet berlebih pada garis perpisahan — yang menambah biaya melalui pemangkasan dan mengurangi keakuratan dimensi komponen. Sebagian besar mesin injeksi karet menggunakan sistem penjepit hidraulik, meskipun konfigurasi hidraulik berbantuan sakelar dan langsung, masing-masing menawarkan karakteristik kecepatan dan gaya berbeda yang disesuaikan dengan kebutuhan produksi berbeda.
Cetakan dan Sistem Pemanas
Cetakan adalah elemen perkakas yang menentukan geometri bagian akhir. Untuk injeksi karet, cetakan dipanaskan — paling sering dengan pemanas kartrid listrik atau sirkulasi minyak panas — untuk menjaga suhu vulkanisasi stabil di seluruh permukaan rongga. Keseragaman suhu dalam cetakan sangat penting: titik panas menyebabkan proses pengawetan berlebih dan menurunkan sifat material, sedangkan titik dingin menyebabkan komponen kurang proses pengawetannya sehingga gagal dalam servis. Cetakan berkualitas tinggi dilengkapi sensor suhu yang ditempatkan di dekat setiap rongga untuk memungkinkan pemantauan dan koreksi waktu nyata selama produksi.
Sistem Pengendalian
Mesin cetak injeksi karet modern dilengkapi dengan sistem kontrol berbasis PLC atau PC yang memungkinkan operator memprogram dan menyimpan resep proses lengkap yang mencakup zona suhu barel, profil kecepatan injeksi, tekanan injeksi, tekanan penahan, waktu pengeringan, suhu cetakan, dan urutan ejeksi. Kemampuan untuk menyimpan dan mengingat kembali resep sangat penting dalam fasilitas multi-produk di mana mesin secara teratur beralih antara kompon karet dan geometri komponen yang berbeda, yang masing-masing memerlukan serangkaian parameter berbeda.
Parameter Proses Utama yang Harus Dikontrol Setiap Operator
Kualitas komponen cetakan injeksi karet ditentukan oleh seberapa tepat parameter proses diatur dan dipertahankan selama proses produksi. Parameter berikut berinteraksi satu sama lain, artinya perubahan pada salah satu parameter sering kali memerlukan penyesuaian pada parameter lain untuk menjaga kualitas komponen.
| Parameter | Kisaran Khas | Efek Jika Terlalu Rendah | Efek Jika Terlalu Tinggi |
| Suhu Barel | 70°C – 100°C | Aliran buruk, pengisian tidak lengkap | Hangus, penyembuhan dini |
| Suhu Cetakan | 160°C – 200°C | Bagian yang lemah dan belum sembuh | Over-cure, degradasi permukaan |
| Tekanan Injeksi | 80 – 200 MPa | Tembakan pendek, kosong | Flash, kerusakan cetakan |
| Waktu Penyembuhan | 30 detik – 10 menit | Bagian yang norak dan kurang diawetkan | Bagian yang rapuh dan terlalu kering |
| Kecepatan Injeksi | Khusus aplikasi | Garis rajutan, isian tidak lengkap | Jetting, jebakan udara |
Waktu pengeringan adalah parameter yang memiliki dampak paling langsung terhadap waktu siklus dan output produksi. Hal ini harus ditentukan melalui pengujian rheometer terhadap kompon karet spesifik yang digunakan, karena formulasi yang berbeda – karet alam, EPDM, silikon, NBR, neoprene – masing-masing memiliki kinetika vulkanisasinya sendiri. Upaya untuk mempersingkat waktu pengerasan melebihi batas yang dimungkinkan oleh sifat kimia senyawa akan menghasilkan suku cadang yang kurang diawetkan sehingga dapat lolos pemeriksaan awal namun gagal dalam servis sebelum waktunya.
Industri dan Aplikasi Dimana Mesin Ini Digunakan
Mesin cetak injeksi karet melayani berbagai industri yang memerlukan toleransi dimensi yang ketat, sifat material yang konsisten, dan volume produksi yang tinggi secara bersamaan. Sektor otomotif menyumbang sebagian besar kapasitas cetakan injeksi karet global, memproduksi seal, gasket, grommet, peredam getaran, cincin-O, dan pengupasan cuaca – komponen-komponen yang harus bekerja secara andal dalam rentang suhu ekstrem dan masa pakai yang lama. Suku cadang karet tingkat otomotif biasanya dibentuk dari senyawa EPDM, NBR, atau silikon yang dipilih karena ketahanannya terhadap cairan, suhu, dan kondisi lingkungan tertentu.
Industri perangkat medis adalah pengguna utama cetakan injeksi karet, khususnya untuk komponen silikon. Cetakan injeksi karet silikon cair (LSR) adalah varian khusus dari proses yang menangani sistem silikon dua komponen yang diawetkan dengan platinum, memproduksi suku cadang seperti segel bedah, komponen kateter, masker pernapasan, dan komponen perangkat pengiriman obat. Pencetakan LSR memerlukan konfigurasi mesin khusus dengan barel injeksi berpendingin — kebalikan dari pencetakan karet konvensional — karena bahan tersebut cepat kering pada suhu cetakan namun harus tetap dingin di dalam barel untuk mencegah gelasi dini.
- Otomotif: Segel pintu dan jendela, gasket mesin, isolator getaran, komponen rem, konektor selang, dan grommet di bawah kap memerlukan ketahanan terhadap panas dan cairan.
- Medis dan farmasi: Sumbat silikon untuk vial, komponen jarum suntik, segel implan, membran perangkat pernapasan, dan komponen pengelolaan cairan yang memerlukan biokompatibilitas dan ketahanan sterilisasi.
- Elektronik: Tombol keypad, segel konektor, bantalan peredam getaran, dan gasket penutup yang melindungi papan sirkuit dari kelembapan dan guncangan mekanis.
- Mesin industri: Segel hidraulik, cincin-O pneumatik, komponen sabuk konveyor, diafragma pompa, dan elemen kopling yang beroperasi di bawah tekanan mekanis terus menerus.
- Barang konsumen: Sol sepatu, pegangan pegangan, segel peralatan dapur, komponen produk bayi, dan suku cadang perlengkapan olahraga yang mengutamakan kualitas sentuhan dan daya tahan.
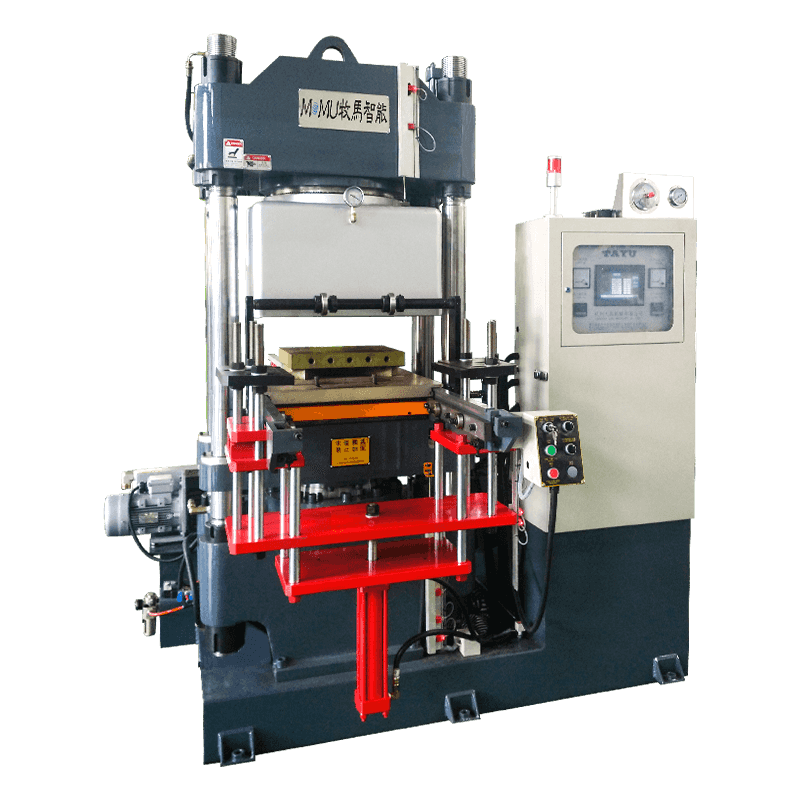
Membandingkan Cetakan Injeksi Karet dengan Cetakan Transfer dan Kompresi
Cetakan injeksi karet bukan satu-satunya proses yang tersedia untuk produksi komponen karet. Cetakan transfer dan cetakan kompresi adalah alternatif yang lebih tua dan sederhana yang masih digunakan secara luas. Memahami keunggulan setiap proses membantu produsen memilih metode yang tepat untuk geometri komponen, kebutuhan volume, dan anggaran tertentu.
Pencetakan kompresi menempatkan slug karet yang belum diawetkan yang telah ditimbang sebelumnya langsung ke dalam rongga cetakan terbuka, kemudian menutup cetakan di bawah tekanan hidrolik dan panas. Ini adalah opsi perkakas yang paling sederhana dan berbiaya terendah namun menghasilkan tingkat flash yang lebih tinggi, konsistensi dimensi yang lebih sedikit, dan waktu siklus yang lebih lama dibandingkan dengan injeksi. Ini tetap praktis untuk komponen besar dan sederhana dengan volume produksi rendah di mana justifikasi biaya perkakas lebih penting daripada efisiensi waktu siklus. Cetakan transfer menggunakan pot dan pendorong untuk mendorong karet dari reservoir melalui lubang sari ke dalam cetakan tertutup, menawarkan kontrol dimensi yang lebih baik daripada kompresi tetapi tetap menghasilkan sisa material dari pot transfer yang harus dibuang. Cetakan injeksi menghilangkan sebagian besar pemborosan ini dengan hanya menginjeksikan volume suntikan tepat yang diperlukan, memberikan waktu siklus terpendek dan paling konsisten, serta menghasilkan akurasi dimensi tertinggi — menjadikannya proses pilihan di mana pun volume suku cadang dan persyaratan kualitas membenarkan investasi mesin yang lebih tinggi.

Apa yang Harus Dievaluasi Saat Memilih Mesin Cetak Injeksi Karet
Memilih mesin cetak injeksi karet yang tepat untuk aplikasi tertentu memerlukan evaluasi beberapa spesifikasi yang saling bergantung daripada berfokus pada angka tunggal seperti gaya penjepitan atau ukuran tembakan secara terpisah.
- Kekuatan penjepit: Hitung gaya penjepitan yang diperlukan berdasarkan luas rongga yang diproyeksikan dan tekanan injeksi yang diharapkan. Selalu sertakan margin keamanan setidaknya 10–15% di atas perhitungan minimum untuk memperhitungkan variabilitas proses.
- Volume tembakan dan diameter sekrup: Kapasitas tembakan alat berat harus mengakomodasi berat bagian ditambah berat sistem runner tanpa melebihi 80% volume tembakan maksimum, yang menjamin homogenisasi material yang konsisten pada setiap siklus.
- Keamanan hangus: Evaluasi desain barel mesin dan presisi kontrol suhu. Mesin yang ditujukan untuk senyawa yang peka terhadap panas atau cepat kering memerlukan kontrol suhu barel yang dikategorikan secara ketat dan desain sekrup waktu tinggal yang singkat untuk mencegah hangus.
- Ukuran pelat cetakan dan siang hari: Pastikan dimensi pelat mesin dan jarak pembukaan cetakan maksimum (siang hari) sesuai dengan dimensi cetakan dan tinggi bagian saat dikeluarkan.
- Kemampuan sistem kendali: Untuk fasilitas multi-produk, prioritaskan mesin dengan penyimpanan resep, pencatatan data proses, dan kemampuan pemantauan jarak jauh untuk mendukung ketertelusuran kualitas dan mengurangi waktu penyiapan antar pekerjaan.