SEBUAHpa Itu Mesin Vulkanisir Karet Vakum dan Bagaimana Cara Kerjanya?
A mesin vulkanisir karet vakum adalah peralatan industri khusus yang menggunakan panas, tekanan, dan lingkungan vakum yang terkontrol untuk mengawetkan karet mentah atau karet kompon secara kimia menjadi bentuk akhir yang tahan lama. Vulkanisasi sendiri adalah proses di mana rantai polimer pada karet dihubungkan secara silang — biasanya melalui sistem pengawetan berbasis sulfur atau peroksida — mengubah karet mentah yang lunak, lengket, dan tidak stabil secara dimensi menjadi bahan dengan elastisitas tinggi, kekuatan tarik, ketahanan abrasi, dan stabilitas termal. Penambahan vakum pada proses vulkanisasi inilah yang membedakan mesin kelas ini dengan peralatan pengawetan tekan atau autoklaf konvensional.
Dalam mesin press vulkanisir standar, udara dapat terperangkap di antara kompon karet dan permukaan cetakan selama fase penutupan, menyebabkan rongga, permukaan melepuh, pengisian tidak lengkap pada area detail halus, dan kepadatan yang tidak konsisten di seluruh bagian. Mesin vulkanisir karet vakum mengevakuasi udara ini sebelum dan selama siklus pencetakan dengan menarik ruang hampa di dalam ruang tertutup yang mengelilingi cetakan. Dengan dihilangkannya tekanan atmosfer, karet mengalir secara merata ke setiap kontur cetakan, gas yang terlarut dalam senyawa diekstraksi, dan bagian yang diawetkan menghasilkan struktur mikro yang lebih padat dan seragam dengan permukaan akhir yang lebih unggul dibandingkan dengan proses pengawetan non-vakum.
Siklus pengoperasian mesin vulkanisir vakum umumnya mengikuti urutan tetap: muatan karet dimasukkan ke dalam cetakan, cetakan ditutup dan disegel di dalam ruang vakum, pompa vakum mengevakuasi ruang ke target tekanan negatif — biasanya antara -0,08 MPa dan -0,1 MPa — dan kemudian panas dan tekanan hidrolik atau pneumatik diterapkan secara bersamaan untuk menyembuhkan bagian tersebut. Waktu siklus bervariasi dari beberapa menit hingga lebih dari satu jam tergantung pada kompon karet, ketebalan dinding bagian, dan suhu pengawetan, yang biasanya berkisar antara 140°C hingga 200°C untuk sebagian besar elastomer industri.

Komponen Inti dan Fungsinya
Memahami arsitektur mekanis mesin vulkanisir karet vakum membantu insinyur dan tim pengadaan mengevaluasi kualitas peralatan, memecahkan masalah kinerja, dan menentukan mesin dengan benar untuk kebutuhan produksinya. Subsistem fungsional utama terintegrasi erat dan masing-masing memainkan peran langsung dalam kualitas produk.
Pelat Pemanas dan Sistem Kontrol Suhu
Pelat pemanas adalah permukaan perpindahan panas utama yang mengelilingi cetakan dan menghantarkan energi panas ke dalam kompon karet selama proses pengawetan. Pada sebagian besar mesin vulkanisir vakum, pelat dipanaskan oleh elemen hambatan listrik yang tertanam di dalam pelat baja atau besi tuang yang dikerjakan, meskipun pelat yang dipanaskan dengan uap juga digunakan dalam lingkungan produksi bervolume tinggi di mana tersedia pasokan uap terpusat. Distribusi suhu yang tepat dan seragam di seluruh permukaan pelat sangat penting — variasi suhu lebih dari ±3°C antar zona dapat mengakibatkan kondisi pengerasan yang tidak merata pada bagian tersebut, sehingga menghasilkan area yang kurang awet (lunak, lemah) dan area yang terlalu kering (rapuh, terdegradasi). Mesin modern menggunakan pengontrol suhu PID (proportional-integral-derivative) dengan beberapa zona pemanasan independen dan umpan balik termokopel untuk menjaga keseragaman termal yang ketat sepanjang siklus.
Sistem Vakum dan Ruang Penyegelan
Sistem vakum terdiri dari pompa vakum — biasanya jenis baling-baling putar atau sekrup kering — yang dihubungkan ke ruang tertutup yang menutup area cetakan. Integritas penyegelan ruang ini adalah salah satu parameter kualitas alat berat yang paling penting: kebocoran apa pun pada gasket ruang, segel pintu, atau antarmuka pelat akan membatasi tingkat vakum yang dapat dicapai dan memungkinkan masuknya udara selama siklus proses pengawetan. Mesin berkualitas tinggi menggunakan segel silikon atau fluoroelastomer yang diperkuat yang dirancang untuk pengoperasian berkelanjutan pada suhu pengeringan. Tingkat vakum dipantau oleh pengukur vakum dan dikontrol oleh sistem katup otomatis yang mempertahankan tekanan target dari evakuasi awal hingga waktu tunggu pengeringan penuh.
Sistem Pengepresan Hidraulik atau Pneumatik
Gaya penjepit diterapkan pada cetakan melalui silinder hidrolik atau aktuator pneumatik yang menggerakkan pelat atas ke bawah melawan pelat bawah. Tekanan penjepitan harus cukup untuk menjaga bagian cetakan tetap tertutup terhadap tekanan internal yang dihasilkan oleh kompon karet saat memanas, melunak, dan mengalir selama proses pengawetan. Tekanan penjepitan yang tidak mencukupi menyebabkan kilatan — sirip tipis dari karet yang diawetkan yang terjepit di antara garis perpisahan cetakan — sementara tekanan yang berlebihan dapat merusak detail cetakan yang halus atau merusak rongga cetakan yang berdinding tipis. Sistem hidraulik menawarkan kontrol tekanan yang lebih presisi dan dapat disesuaikan serta lebih disukai untuk mesin produksi. Gaya penjepit biasanya berkisar dari beberapa ton pada mesin laboratorium kecil hingga beberapa ratus ton pada mesin press industri besar yang digunakan untuk komponen otomotif dan penyegelan industri.
Keuntungan Pengawetan Vakum Dibandingkan Vulkanisir Konvensional
Keputusan untuk berinvestasi pada teknologi vulkanisasi vakum dibandingkan mesin press konvensional didorong oleh peningkatan kualitas terukur dan efisiensi proses yang dihasilkan pada berbagai produk karet. Manfaat berikut ini secara konsisten dilaporkan oleh produsen yang telah beralih dari pengepresan standar ke pengawetan vakum:
- Penghapusan Cacat Void: Udara yang terperangkap dan gas-gas yang mudah menguap dihilangkan sebelum proses curing dimulai, sehingga menghilangkan porositas dan cacat lepuh yang umum terjadi pada komponen karet yang dipres secara konvensional, khususnya pada penampang tebal dan geometri rongga tertutup.
- Permukaan Akhir Unggul: Tanpa penghalang udara antara kompon dan permukaan cetakan, karet mereplikasi tekstur dan detail cetakan halus dengan ketelitian yang jauh lebih besar, menghasilkan komponen dengan permukaan yang lebih halus dan konsisten yang memerlukan penyelesaian pasca-perawatan yang lebih sedikit.
- Peningkatan Sifat Mekanik: Bagian yang diawetkan dalam kondisi vakum menunjukkan kekuatan tarik yang lebih tinggi, perpanjangan putus yang lebih baik, dan kekerasan yang lebih konsisten karena jaringan polimer terbentuk tanpa diskontinuitas internal yang disebabkan oleh gas yang terperangkap.
- Aliran Senyawa dan Pengisian Cetakan yang Lebih Baik: Aliran berbantuan vakum memungkinkan kompon karet memenuhi geometri cetakan yang rumit — termasuk potongan bawah, rusuk tipis, dan saluran berdiameter kecil — yang akan memerangkap udara dan menghasilkan tembakan pendek dalam kondisi non-vakum.
- Tingkat Scrap dan Penolakan yang Lebih Rendah: Kombinasi penghapusan cacat dan pengendalian proses yang konsisten secara langsung mengurangi persentase suku cadang yang ditolak selama pemeriksaan kualitas, sehingga meningkatkan hasil dan mengurangi limbah material.
- Kompatibilitas Dengan Senyawa Sensitif: Senyawa karet khusus tertentu — termasuk formulasi silikon, fluoroelastomer (FKM), dan EPDM — mengandung bahan pemlastis atau alat bantu pemrosesan dengan titik didih rendah yang dapat menguap dan menyebabkan cacat dalam kondisi pengawetan atmosferik. Pengawetan vakum mengelola zat-zat yang mudah menguap ini secara efektif.
Industri dan Aplikasi yang Mengandalkan Vulkanisir Vakum
Mesin vulkanisir karet vakum digunakan di berbagai industri dimana presisi dimensi, kualitas permukaan, dan integritas internal komponen karet tidak dapat dinegosiasikan. Sektor-sektor berikut mewakili bidang penerapan utama:
- Sistem Penyegelan Otomotif: Segel pintu, segel saluran jendela, gasket mesin, cincin-O, dan dudukan peredam getaran memerlukan karet yang diawetkan bebas cacat dengan toleransi dimensi yang ketat. Pengawetan vakum adalah praktik standar untuk aplikasi penyegelan otomotif premium.
- Dirgantara dan Pertahanan: Segel sistem bahan bakar pesawat, cincin-O hidrolik, dan isolator getaran yang terbuat dari fluoroelastomer atau silikon secara rutin dikeringkan dengan vakum untuk memenuhi standar kualitas ruang angkasa yang ketat yang melarang adanya rongga internal pada komponen elastomer struktural.
- Peralatan Medis dan Farmasi: Membran silikon, diafragma, komponen tabung, dan segel yang digunakan pada peralatan medis dan peralatan pemrosesan farmasi harus bebas dari porositas internal yang dapat menampung kontaminan atau mengganggu kinerja mekanis dalam layanan kritis.
- Elektronika dan Isolasi Listrik: Bantalan tombol karet, segel konektor, komponen insulasi kabel, dan komponen enkapsulasi silikon untuk elektronik memerlukan sifat dielektrik yang konsisten dan kualitas permukaan yang dihasilkan dari proses pengawetan vakum.
- Manufaktur Alas Kaki: Mesin vulkanisir vakum banyak digunakan dalam produksi sol sepatu — khususnya untuk EVA dan sol luar karet — di mana kantong udara akan menciptakan titik lemah pada struktur sol dan memengaruhi ikatan antar lapisan.
- Rol dan Pelapis Industri: Rol berlapis karet untuk pencetakan, pemrosesan tekstil, dan pembuatan kertas dikeringkan secara vakum untuk memastikan karet melekat sempurna pada inti logam dan kekerasan seragam di seluruh permukaan rol.
Jenis dan Konfigurasi Mesin Vulkanisir Vakum
Mesin vulkanisir karet vakum tersedia dalam beberapa konfigurasi yang disesuaikan dengan skala produksi, ukuran komponen, dan persyaratan proses yang berbeda. Memilih konfigurasi yang benar merupakan langkah penting dalam spesifikasi peralatan.
| Tipe Mesin | Konfigurasi | Paling Cocok Untuk |
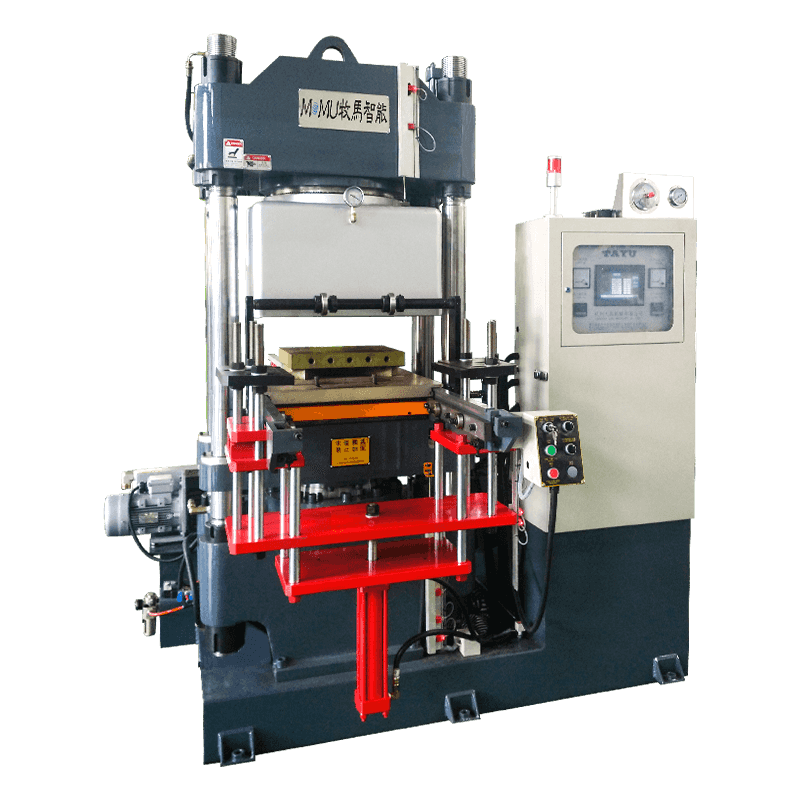
| Mesin Vakum Satu Siang Hari | Satu bukaan cetakan di antara dua pelat yang dipanaskan | Pekerjaan suku cadang, laboratorium, dan prototipe kecil hingga menengah |
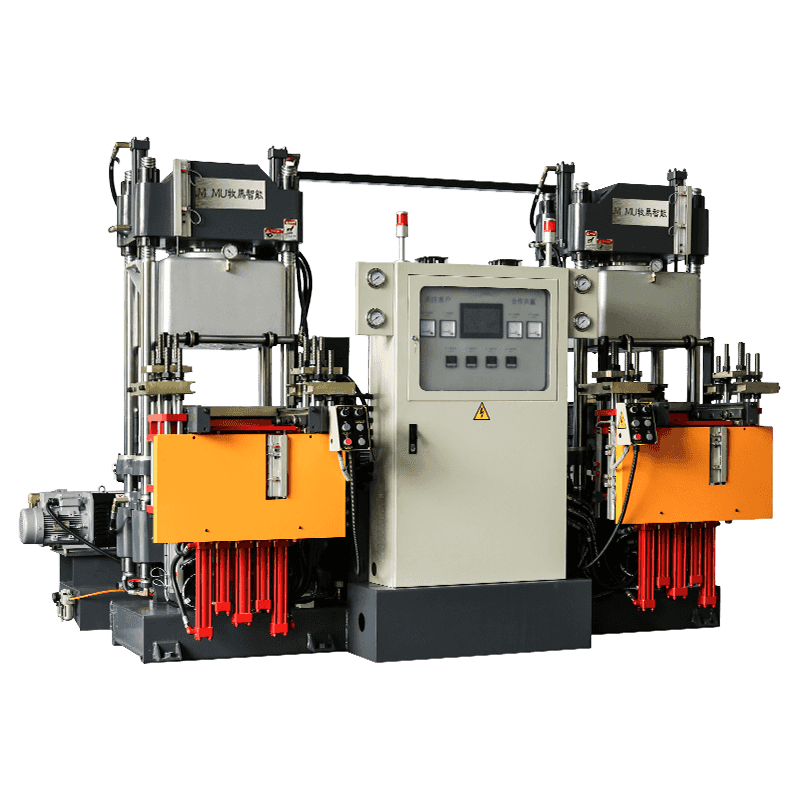
| Mesin Vakum Multi-Siang Hari | Beberapa tingkat cetakan disembuhkan secara bersamaan | Bagian datar bervolume tinggi, barang lembaran, sol alas kaki |
| Kantong Vakum / Sistem Autoklaf | Kantong vakum fleksibel membungkus bagian dalam ruang berpemanas | Bagian yang besar dan berbentuk rumit serta laminasi karet komposit |
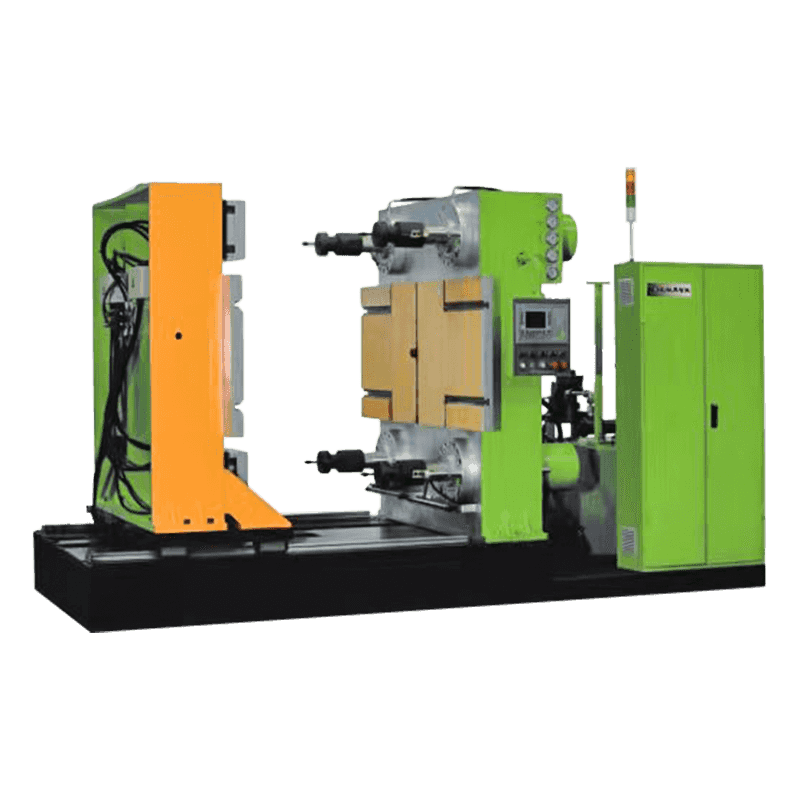
| Mesin Vulkanisir Vakum Putar | Rotasi cetakan gaya korsel melalui stasiun pengawetan | Produksi suku cadang kecil yang seragam dengan output tinggi secara terus-menerus |
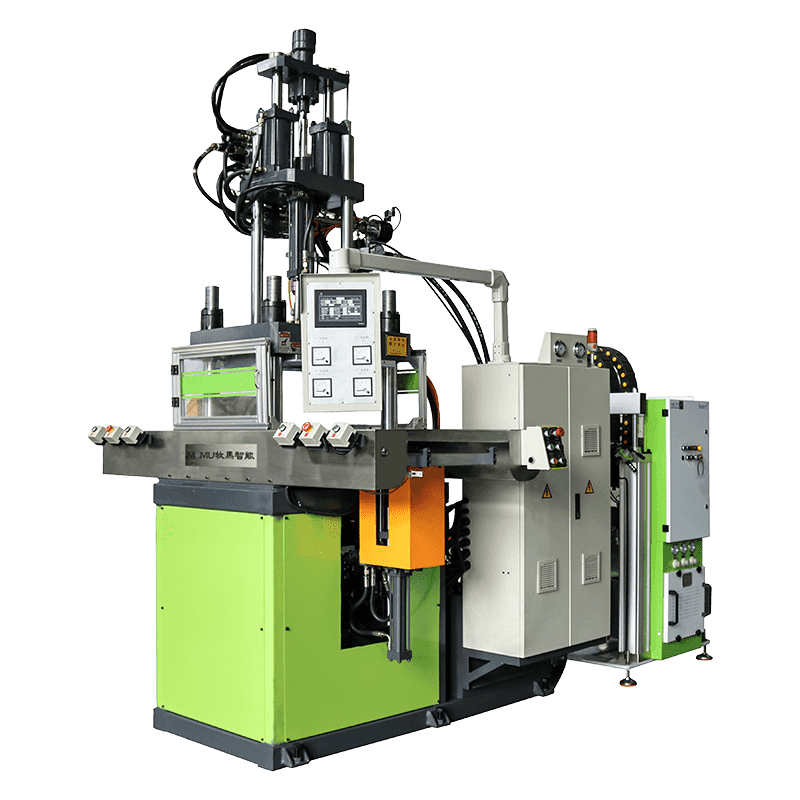
| Mesin Vulkanisir Vakum Injeksi | Menggabungkan ruang vakum dengan unit injeksi karet | Segel cetakan injeksi presisi dan bagian karet teknis |
Faktor Kunci yang Perlu Dievaluasi Saat Membeli Mesin Vulkanisir Karet Vakum
Berinvestasi pada mesin vulkanisir vakum merupakan keputusan besar, dan proses spesifikasi memerlukan evaluasi yang cermat terhadap kebutuhan produksi saat ini dan proyeksi kebutuhan di masa depan. Proses seleksi yang terburu-buru atau hanya berfokus pada harga sering kali menyebabkan peralatan berkinerja buruk, memerlukan peningkatan yang mahal, atau gagal memenuhi sertifikasi kualitas yang disyaratkan oleh pelanggan utama.
Ukuran Pelat dan Kekuatan Penjepit
Dimensi pelat harus mengakomodasi cetakan terbesar yang ingin Anda jalankan, dengan margin yang cukup di sekeliling cetakan untuk memastikan distribusi tekanan yang merata. Gaya penjepit harus dihitung berdasarkan proyeksi tekanan rongga kompon karet pada suhu pengawetan dikalikan dengan total luas proyeksi seluruh rongga dalam cetakan. Kekuatan penjepit yang terlalu kecil menyebabkan kilatan; mesin berukuran besar mengonsumsi lebih banyak energi dan ruang lantai daripada yang diperlukan. Minta perhitungan teknik dari pemasok mesin berdasarkan data cetakan dan senyawa spesifik Anda sebelum menyelesaikan spesifikasi.
Tingkat Vakum dan Kapasitas Pompa
Tingkat vakum yang dapat dicapai adalah ukuran langsung seberapa efektif mesin menghilangkan udara dan gas dari lingkungan cetakan. Tentukan tingkat vakum target — biasanya -0,095 MPa atau lebih baik untuk aplikasi yang menuntut — dan pastikan waktu henti pompa untuk mencapai tingkat ini dengan cetakan yang sudah diisi di tempatnya. Kapasitas pompa (diukur dalam m³/jam atau CFM) harus disesuaikan dengan volume ruang vakum ditambah volume mati pada pipa penghubung. Mesin dengan pompa berukuran kecil membutuhkan waktu terlalu lama untuk mencapai tingkat vakum target, sehingga memperpanjang waktu siklus dan mengurangi output.
Sistem Pengendalian dan Pencatatan Data
Mesin vulkanisir vakum modern harus dilengkapi dengan pengontrol logika yang dapat diprogram (PLC) dan antarmuka manusia-mesin (HMI) layar sentuh yang memungkinkan operator menyimpan dan mengingat siklus pengeringan multi-langkah, memantau semua parameter proses secara real-time, dan menghasilkan catatan produksi untuk ketertelusuran kualitas. Untuk pelanggan di rantai pasokan otomotif dan ruang angkasa, pencatatan data suhu, tekanan, tingkat vakum, dan waktu siklus untuk setiap batch produksi merupakan persyaratan audit standar. Verifikasi bahwa sistem kontrol mesin memenuhi persyaratan dokumentasi sistem manajemen mutu Anda sebelum membeli.
Praktik Perawatan yang Melindungi Kinerja Mesin
Keandalan jangka panjang dari mesin vulkanisir karet vakum sangat bergantung pada program pemeliharaan preventif terstruktur yang berfokus pada komponen yang paling rentan terhadap keausan dan degradasi dalam lingkungan produksi bersuhu tinggi dan bersiklus tinggi.
- Inspeksi Segel Vakum: Pintu ruang dan segel pelat harus diperiksa terhadap set kompresi, retak, atau kontaminasi permukaan pada setiap interval perawatan. Segel yang rusak adalah penyebab paling umum hilangnya vakum dan harus diganti secara terjadwal daripada menunggu kerusakan yang terlihat.
- Perawatan Pompa Vakum: Pompa baling-baling putar memerlukan penggantian oli secara teratur — oli pompa yang terkontaminasi atau terdegradasi secara signifikan mengurangi tingkat vakum yang dapat dicapai. Pompa ulir kering memerlukan pemeriksaan rotor dan bantalan secara berkala. Ikuti interval servis yang direkomendasikan pabrikan dengan ketat.
- Verifikasi Kerataan Pelat: Seiring berjalannya waktu, siklus termal dan pembebanan mekanis yang berulang dapat menyebabkan permukaan pelat menjadi melengkung atau titik rendah terlokalisasi yang mengakibatkan distribusi tekanan tidak merata di seluruh cetakan. Periksa kerataan pelat secara berkala menggunakan tepi lurus dan alat pengukur presisi.
- Servis Sistem Hidraulik: Oli hidrolik harus diambil sampelnya dan dianalisis setiap tahun untuk mengetahui adanya kontaminasi partikulat dan penurunan viskositas. Segel silinder dan sambungan selang harus diperiksa kebocorannya pada setiap kunjungan pemeliharaan preventif.
- Kalibrasi Termokopel dan Pengontrol: Akurasi pengukuran suhu berubah seiring waktu seiring bertambahnya usia sambungan termokopel. Kalibrasi tahunan semua sensor suhu terhadap standar referensi yang dapat dilacak sangat penting untuk menjaga konsistensi pengawetan dan memenuhi persyaratan audit sistem mutu.
Mesin vulkanisir karet vakum mewakili salah satu solusi terlengkap secara teknis yang tersedia untuk memproduksi komponen karet berkualitas tinggi dan bebas cacat pada skala produksi. Dengan menggabungkan kontrol termal yang presisi, penjepitan hidraulik, dan degassing berbantuan vakum dalam satu sistem terintegrasi, sistem ini mengatasi tantangan kualitas yang paling persisten dalam cetakan karet dan memposisikan produsen untuk memenuhi tuntutan spesifikasi pasar otomotif, ruang angkasa, medis, dan industri yang semakin menuntut yang mereka layani.