Bagaimana Silikon Dibuat? Kimia di Balik Materi
Silikon adalah polimer sintetik yang tulang punggungnya terbuat dari atom silikon dan oksigen yang berselang-seling – struktur yang dikenal sebagai rantai siloksan – bukan tulang punggung karbon-ke-karbon yang ditemukan dalam plastik organik seperti polietilen atau polipropilen. Perbedaan mendasar dalam arsitektur molekuler inilah yang membuat silikon memiliki stabilitas termal yang luar biasa, kelembaman kimia, fleksibilitas dalam rentang suhu yang luas, dan ketahanan terhadap degradasi UV. Memahami bagaimana silikon dibuat dari unsur mentah hingga elastomer jadi membantu para insinyur, perancang produk, dan produsen memahami mengapa bahan ini berperilaku seperti itu dan mengapa diproses secara berbeda dari resin termoplastik konvensional.
Produksi silikon dimulai dengan silikon — unsur paling melimpah kedua di kerak bumi, terutama ditemukan dalam bentuk silikon dioksida (SiO₂), yang umumnya dikenal sebagai kuarsa atau pasir silika. Yang terpenting, silikon, unsurnya secara kimia berbeda dari silikon, polimernya. Silikon dalam bentuk mentahnya tidak lunak, fleksibel, atau stabil secara kimiawi secara alami dalam berbagai kondisi; itu adalah metaloid yang keras dan rapuh. Mengubahnya menjadi polimer silikon serbaguna yang digunakan dalam peralatan medis, segel otomotif, barang konsumsi, dan komponen industri memerlukan proses kimia multi-tahap yang memasukkan gugus organik berbasis karbon ke tulang punggung silikon, sehingga mengubah sifat-sifatnya secara mendasar.

Dari Kuarsa ke Logam Silikon: Tahap Produksi Pertama
Langkah pertama dalam pembuatan silikon adalah reduksi silikon dioksida menjadi logam silikon tingkat metalurgi. Hal ini dicapai dalam tungku busur listrik besar di mana kuarsit (bentuk kuarsa dengan kemurnian tinggi) dipanaskan hingga suhu melebihi 1.800°C dengan adanya zat pereduksi kaya karbon seperti batu bara, kokas, dan serpihan kayu. Karbon bereaksi dengan oksigen dalam silikon dioksida, melepaskan karbon dioksida dan meninggalkan logam silikon cair dengan kemurnian sekitar 98–99%. Bahan ini dikenal sebagai silikon tingkat metalurgi (MG-Si) dan berfungsi sebagai bahan baku penting untuk produksi polimer silikon.
Silikon cair dituangkan ke dalam batangan, dibiarkan dingin, dan kemudian dihancurkan menjadi bubuk atau butiran untuk pemrosesan kimia lebih lanjut. Pada tahap ini, silikon masih jauh dari kata polimer - ia harus menjalani serangkaian reaksi kimia yang mengikat gugus metil organik ke atom silikon, menciptakan zat antara organoklorosilan yang berfungsi sebagai bahan penyusun semua produk silikon komersial.
Proses Müller-Rochow: Membangun Monomer Silikon
Produksi industri monomer silikon didominasi oleh proses langsung Müller-Rochow, yang dikembangkan secara independen pada tahun 1940-an. Dalam proses ini, bubuk logam silikon direaksikan dengan gas metil klorida (CH₃Cl) dengan adanya katalis tembaga pada suhu antara 250°C dan 350°C. Reaksi ini menghasilkan campuran senyawa klorosilan, yang paling penting secara komersial adalah dimetildiklorosilan — (CH₃)₂SiCl₂. Molekul ini adalah monomer utama yang menjadi asal sebagian besar silikon komersial.
Campuran klorosilan yang dihasilkan melalui proses langsung dipisahkan melalui distilasi fraksional menjadi komponen-komponen individualnya, yang masing-masing memiliki reaktivitas berbeda dan menghasilkan struktur polimer silikon berbeda ketika dihidrolisis. Dimetildiklorosilan, ketika terkena air, mengalami hidrolisis cepat — atom klor digantikan oleh gugus hidroksil — dan zat antara silanol yang dihasilkan secara spontan berkondensasi satu sama lain untuk membentuk rantai polidimetilsiloksan (PDMS). Tergantung pada kondisi reaksi, panjang rantai, dan campuran spesifik monomer klorosilan yang digunakan, polimer yang dihasilkan dapat berupa cairan dengan viskositas rendah, gom kental, atau polimer dasar dengan berat molekul tinggi yang cocok untuk digabungkan menjadi karet silikon.
Peracikan Karet Silikon: Dari Polimer Dasar hingga Bahan yang Dapat Dibentuk
Polimer polidimetilsiloksan mentah saja tidak cocok untuk cetakan injeksi. Bahan ini harus ditambah dengan serangkaian aditif yang menyesuaikan kekerasan, kekuatan tarik, pemanjangan, ketahanan termal, warna, dan karakteristik pengawetannya agar sesuai dengan persyaratan aplikasi spesifik. Tahap peracikan ini adalah tempat pembuatan bahan karet silikon fungsional yang digunakan dalam mesin cetak injeksi, dan ini melibatkan formulasi yang cermat oleh ahli kimia bahan yang menyeimbangkan persyaratan properti yang bersaing dengan kendala pemrosesan.
- Memperkuat pengisi: Silika berasap adalah bahan pengisi penguat yang paling banyak digunakan dalam senyawa karet silikon. Ditambahkan pada pemuatan 20–50% berat, silika berasap secara dramatis meningkatkan kekuatan tarik dan ketahanan sobek melalui interaksi dengan rantai polimer pada skala molekul. Tanpa penguatan, polimer silikon murni memiliki kekuatan mekanik yang sangat rendah.
- Agen pengikat silang: Untuk mengubah polimer silikon linier atau bercabang ringan menjadi jaringan elastomer tiga dimensi, bahan pengikat silang harus digabungkan. Untuk karet konsistensi tinggi (HCR) yang digunakan dalam cetakan injeksi konvensional, peroksida organik adalah pengikat silang tradisional. Untuk karet silikon cair (LSR), sistem pengerasan tambahan dengan katalis platinum merupakan standarnya, menawarkan siklus pengerasan yang lebih cepat dan konsistensi properti yang sangat baik.
- Pigmen dan pewarna: Silikon secara alami tembus cahaya dan mudah menerima pigmentasi. Oksida besi, titanium dioksida, dan pigmen organik digabungkan selama peracikan untuk menghasilkan spektrum warna penuh yang dibutuhkan oleh produk konsumen dan produsen perangkat medis.
- Alat bantu pemrosesan: Penambahan kecil alat bantu pemrosesan seperti minyak silikon atau lilin meningkatkan perilaku aliran senyawa selama pencetakan injeksi, mengurangi kebutuhan tekanan injeksi dan meningkatkan pengisian cetakan dalam geometri rongga yang kompleks.
- Aditif fungsional: Tergantung pada aplikasi akhir, bahan tambahan dapat digunakan — penghambat api untuk komponen insulasi listrik, bahan antimikroba untuk produk medis dan produk yang bersentuhan dengan makanan, atau penstabil termal untuk aplikasi layanan suhu tinggi.
Jenis Silikon yang Digunakan dalam Cetakan Injeksi: HCR vs LSR
Dua bentuk karet silikon berbeda diproses dalam mesin cetak injeksi, dan keduanya berbeda secara signifikan dalam kondisi fisik, perilaku pemrosesan, dan jenis mesin yang diperlukan untuk menanganinya. Memilih antara karet konsistensi tinggi (HCR) dan karet silikon cair (LSR) adalah salah satu keputusan material yang paling penting dalam pengembangan produk silikon, yang secara langsung memengaruhi kualitas komponen, waktu siklus, desain perkakas, dan keekonomian produksi.
Karet Konsistensi Tinggi (HCR)
HCR merupakan bahan padat seperti dempul pada suhu kamar dengan konsistensi mirip adonan roti kaku. Ia memiliki berat molekul yang tinggi — biasanya melebihi satu juta g/mol — dan harus dipanaskan terlebih dahulu dan dikerjakan sebelum mengalir secukupnya untuk disuntikkan ke dalam rongga cetakan. Senyawa HCR biasanya diawetkan menggunakan peroksida organik pada suhu 150–200°C, dan pasca-perawatan pada suhu tinggi seringkali diperlukan untuk sepenuhnya mengembangkan sifat mekanik dan menghilangkan sisa produk samping penguraian peroksida. HCR terkenal dalam memproduksi segel, gasket, pipa, dan aksesori kabel, dan dapat diproses pada mesin cetak injeksi karet yang dimodifikasi atau mesin cetak kompresi.
Karet Silikon Cair (LSR)
LSR adalah sistem cairan dua komponen yang dapat dipompa dan disuplai dalam drum terpisah — Komponen A mengandung polimer dasar dan katalis platinum, sedangkan Komponen B mengandung polimer dasar dan pengikat silang (biasanya senyawa silikon hidrida). Kedua komponen diukur dengan rasio 1:1 yang tepat, dicampur dalam mixer statis atau dinamis, dan disuntikkan ke dalam cetakan yang dipanaskan di mana reaksi pengawetan adisi dengan katalis platinum terjadi dengan cepat, biasanya dalam waktu 10–60 detik pada suhu cetakan 150–220°C. LSR tidak menghasilkan produk sampingan pengawetan, tidak memerlukan pasca perawatan, dan memberikan konsistensi suku cadang yang luar biasa dengan presisi dimensi yang sulit dicapai dengan HCR. Ini adalah bahan pilihan untuk produksi perangkat medis, produk perawatan bayi, komponen teknologi yang dapat dipakai, dan segel industri presisi dalam jumlah besar.
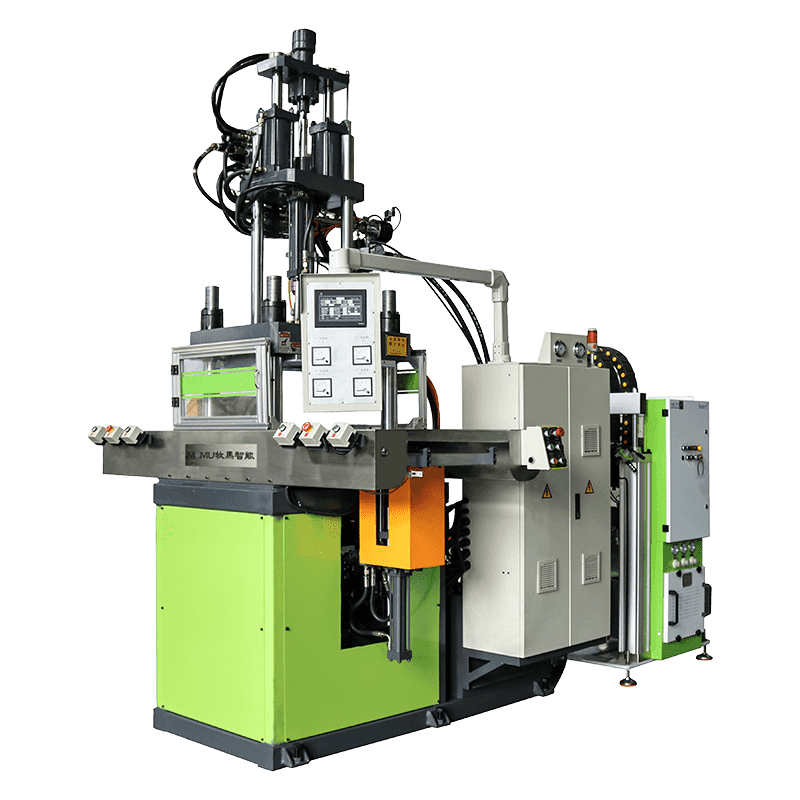
Cara Kerja Mesin Cetak Injeksi Silikon/Karet
Silikon atau mesin cetak injeksi karet berbeda secara mendasar dari mesin cetak injeksi termoplastik standar dalam beberapa hal penting, didorong oleh sifat termoset dari silikon dan karet — bahan yang dapat mengeras secara permanen saat dipanaskan dibandingkan melunak saat dipanaskan seperti yang dilakukan termoplastik. Dalam mesin termoplastik, laras dan sekrup dipanaskan untuk melelehkan material, dan cetakan didinginkan untuk memadatkan bagian tersebut. Dalam mesin cetak injeksi silikon/karet, bahan harus tetap dingin selama sistem injeksi untuk mencegah proses pengeringan dini, sementara cetakan dipanaskan untuk memicu dan menyelesaikan vulkanisasi.
Untuk pemrosesan LSR, unit injeksi dilengkapi dengan sistem pengukuran dan pencampuran dua komponen yang mengambil dua drum material menggunakan pompa roda gigi presisi, mencampurkannya dalam rasio yang benar melalui rakitan mixer statis, dan mengirimkan material campuran ke barel injeksi dingin. Rakitan laras dan sekrup didinginkan — biasanya dengan air dingin pada suhu 5–15°C — untuk menjaga LSR di bawah suhu aktivasi selama siklus injeksi. Ketika bahan diinjeksikan ke dalam cetakan yang dipanaskan (150–220°C), peningkatan suhu yang drastis akan mengaktifkan katalis platinum dan reaksi pengawetan akan selesai dalam hitungan detik.
Komponen Utama Mesin Cetakan Injeksi Silikon/Karet
| Komponen | Fungsi | Spesifikasi Utama |
| Unit Pengukuran Dua Komponen | Mengukur dan memompa komponen LSR A dan B secara akurat | Akurasi rasio ±0,5% atau lebih baik |
| Mixer Statis/Dinamis | Mencampur komponen A dan B secara homogen sebelum injeksi | Efisiensi pencampuran, pemanasan geser rendah |
| Barel dan Sekrup Injeksi Dingin | Menyampaikan dan menyuntikkan material sekaligus mencegah penyembuhan dini | Pendinginan air dingin, 5–15°C |
| Unit Penjepit dan Cetakan yang Dipanaskan | Memegang cetakan tertutup di bawah tekanan dan persediaan menyembuhkan panas | 150–220°C, gaya penjepit per rongga |
| Sistem Pelari Dingin | Menghantarkan bahan ke gigi berlubang tanpa membuang sariawan yang telah disembuhkan | Limbah mendekati nol, diisolasi secara termal |
| Sistem Kontrol (CNC/PLC) | Mengelola kecepatan injeksi, tekanan, suhu, dan waktu | Pengulangan proses, pencatatan data |
Pertimbangan Desain Cetakan Khusus untuk Cetakan Injeksi Silikon
Desain cetakan untuk cetakan injeksi silikon memerlukan perhatian cermat terhadap faktor-faktor yang berbeda secara signifikan dari perkakas termoplastik. Viskositas silikon yang rendah dalam bentuk LSR — sering dibandingkan dengan adonan krim kental atau pancake — berarti silikon akan mudah mengalir ke celah terkecil di antara permukaan bagian cetakan, menghasilkan kilatan cahaya yang harus dihilangkan dalam pasca-pemrosesan. Pencetakan silikon bebas flash atau hampir bebas flash memerlukan toleransi kerataan permukaan perpisahan yang sangat ketat, biasanya dalam 2–5 mikron, dan baja perkakas yang digerinda presisi dengan kekerasan di atas 48 HRC untuk mempertahankan toleransi ini selama jutaan siklus.
Ventilasi sangat penting dalam desain cetakan silikon karena udara yang terperangkap dalam kantong rongga tidak dapat keluar melalui material seperti yang terjadi pada beberapa proses berpori — udara yang terperangkap menghasilkan rongga, semburan pendek, atau cacat permukaan. Saluran ventilasi dangkal sebesar 3–8 mikron dipasang pada garis perpisahan dan pada titik pengisian terakhir setiap rongga. Desain sistem ejeksi juga harus mempertimbangkan fleksibilitas tinggi dan kelengketan permukaan komponen silikon yang diawetkan — proses demoulding tanpa merobek atau mengubah fitur berdinding tipis biasanya memerlukan desain sudut draft yang cermat, tekstur permukaan, atau penggunaan lapisan anti-adhesi seperti PTFE atau perawatan permukaan plasma pada permukaan rongga.
Industri dan Aplikasi yang Dilayani oleh Cetakan Injeksi Silikon
Kombinasi sifat bahan silikon yang luar biasa dan presisi yang dapat dicapai melalui cetakan injeksi menjadikan mesin cetakan injeksi silikon/karet menjadi pusat produksi di berbagai industri yang sangat beragam. Setiap sektor memanfaatkan subset karakteristik kinerja silikon yang berbeda, dan kemampuan untuk menghasilkan geometri kompleks dengan toleransi ketat pada volume tinggi menjadikan cetakan injeksi sebagai metode produksi pilihan di semua sektor tersebut.
- Medis dan farmasi: Biokompatibilitas, sterilisasi, dan kelembaman kimiawi silikon menjadikannya bahan pilihan untuk komponen kateter, segel perangkat implan, pegangan instrumen bedah, masker pernapasan, dan membran katup penghantaran obat. Cetakan injeksi LSR memungkinkan suku cadang ini diproduksi sesuai standar perangkat medis Kelas III dengan validasi proses penuh dan ketertelusuran.
- Otomotif: Segel konektor, cincin grommet, sepatu busi, selang turbocharger, dan gasket untuk aplikasi di bawah kap mesin mengandalkan kemampuan silikon untuk mempertahankan kinerja penyegelan pada suhu mulai dari -60°C hingga lebih dari 200°C sepanjang masa pakai kendaraan.
- Elektronik konsumen: Penutup pelindung, membran kancing, segel kedap air untuk perangkat yang dapat dikenakan, dan ujung earphone dibuat dengan cetakan injeksi dari LSR dalam alat dengan kavitasi tinggi yang menghasilkan jutaan komponen per tahun dengan akurasi dimensi yang konsisten.
- Produk bayi dan remaja: Dot botol, dot, alat tumbuh gigi, dan ujung sendok makan yang terbuat dari senyawa LSR yang aman untuk makanan dan memenuhi standar FDA diproduksi dalam cetakan multi-rongga dengan protokol produksi higienis yang ketat.
- Industri dan energi: Gudang isolator listrik untuk peralatan transmisi tegangan tinggi, diafragma pompa, katup periksa, dan segel pemrosesan kimia memanfaatkan kombinasi resistivitas listrik, stabilitas UV, dan ketahanan kimia silikon dalam lingkungan luar ruangan dan proses yang menuntut.
Dari bijih kuarsit yang dimasukkan ke dalam tungku busur hingga segel silikon yang dicetak secara presisi pada implan medis, perjalanan silikon dari bahan mentah hingga produk jadi merupakan salah satu proses kimia industri dan teknik presisi yang bekerja dalam koordinasi yang erat. Mesin cetak injeksi silikon/karet berada di pusat rantai nilai ini — mengubah polimer termoset yang diformulasikan dengan cermat menjadi komponen berperforma tinggi dan akurat secara dimensi yang tertanam secara tak kasat mata namun sangat diperlukan dalam produk yang menentukan kehidupan modern.