Pencetakan kompresi karet adalah salah satu proses tertua dan paling banyak digunakan dalam pembuatan suku cadang karet, dan mesin yang menjadi pusat dari proses ini — mesin pencetakan kompresi karet — tetap menjadi landasan lini produksi di sektor otomotif, ruang angkasa, penyegelan industri, dan barang konsumsi. Meskipun teknologi pencetakan injeksi dan transfer meningkat, pencetakan kompresi tetap bertahan karena kesederhanaannya, keunggulan biaya perkakas, dan kesesuaian untuk berbagai kompon karet dan geometri komponen. Memahami cara kerja mesin-mesin ini, apa yang membedakan peralatan berkualitas tinggi dari peralatan rata-rata, dan bagaimana menyesuaikan spesifikasi mesin dengan kebutuhan produksi SEBUAHnda sangat penting bagi para insinyur, manajer pengadaan, dan operator pabrik yang bekerja dengan produk karet vulkanisasi.
Apa Fungsi Mesin Cetak Kompresi Karet
A mesin cetak kompresi karet menerapkan panas dan tekanan yang terkontrol pada muatan kompon karet yang belum diawetkan yang telah diukur sebelumnya dan ditempatkan langsung ke dalam rongga cetakan terbuka. Ketika mesin menutup cetakan di bawah tekanan hidrolik, karet dipaksa menyesuaikan diri dengan bentuk rongga. Panas yang terus-menerus — biasanya antara 150°C dan 200°C tergantung pada komponnya — memicu vulkanisasi, proses pengikatan silang kimia yang mengubah kompon karet yang lembut dan lentur menjadi bagian akhir yang tahan lama dan elastis. Setelah siklus pengawetan selesai, cetakan terbuka dan bagian tersebut dikeluarkan, seringkali memerlukan pencairan manual untuk memangkas kelebihan bahan yang mengalir ke garis perpisahan.
Proses pencetakan kompresi sangat cocok untuk karet alam, EPDM, silikon, neoprena, nitril (NBR), dan fluoroelastomer (FKM/Viton). Biasanya digunakan untuk memproduksi seal, gasket, O-ring, peredam getaran, diafragma, bushing, dan profil karet khusus. Karena cetakan terbuka selama pemuatan, cetakan kompresi mengakomodasi karet yang diperkuat kain, bagian yang diikat logam-karet, dan sisipan lebih alami dibandingkan proses cetakan injeksi, menjadikannya metode yang disukai untuk komponen karet komposit kompleks.
Komponen Inti Mesin Cetak Kompresi Karet
Memahami komponen utama mesin cetak kompresi memperjelas prinsip pengoperasian dan faktor kualitas utama yang perlu dievaluasi saat membandingkan model dari pabrikan berbeda.
Sistem Hidraulik
Sistem hidrolik merupakan jantung pembangkit tenaga pada alat berat. Pompa hidrolik menggerakkan cairan ke dalam silinder yang menggerakkan pelat bergerak, menghasilkan gaya penjepit yang menutup cetakan dan mempertahankan tekanan sepanjang siklus pengeringan. Gaya penjepitan diukur dalam ton dan secara langsung menentukan ukuran cetakan maksimum dan tekanan rongga yang dapat dicapai. Mesin yang digunakan berkisar dari unit bench-top kecil berbobot 10 hingga 50 ton untuk pekerjaan laboratorium dan prototipe, hingga mesin press produksi besar yang melebihi 1.000 ton untuk suku cadang otomotif dan industri. Stabilitas tekanan sistem hidrolik selama perawatan sangat penting — fluktuasi menyebabkan variasi dimensi pada bagian akhir dan dapat mengakibatkan pengisian yang tidak lengkap atau kekosongan pada karet.

Pelat yang Dipanaskan
Pelat atas dan bawah adalah pelat logam datar yang digiling dengan presisi yang menahan bagian cetakan dan mentransfer panas ke dalamnya. Pelat dipanaskan secara internal menggunakan elemen hambatan listrik, uap, atau sirkulasi minyak panas. Pemanas listrik paling umum digunakan pada mesin modern karena pengendaliannya yang tepat dan kemudahan perawatannya. Pemanasan uap menawarkan tingkat pemanasan yang cepat namun memerlukan infrastruktur dan sistem manajemen tekanan. Keseragaman distribusi suhu di seluruh permukaan pelat adalah salah satu indikator kualitas yang paling penting untuk mesin cetakan kompresi — variasi suhu lebih dari ±3°C di seluruh pelat dapat menyebabkan proses pengerasan yang tidak merata, sehingga menghasilkan komponen dengan kekerasan, kepadatan, dan akurasi dimensi yang tidak konsisten di seluruh cetakan.
Sistem Pengendalian
Mesin cetak kompresi karet modern menggunakan sistem kontrol berbasis PLC (programmable logic controller) dengan panel HMI (antarmuka mesin manusia) layar sentuh yang memungkinkan operator memprogram dan menyimpan resep pengawetan — kombinasi pengaturan suhu, tekanan, dan waktu untuk kompon karet tertentu dan geometri komponen. Mesin-mesin canggih menawarkan kontrol tekanan multi-tahap, pernafasan cetakan otomatis (pelepasan tekanan sesaat yang terkontrol untuk memungkinkan udara yang terperangkap dan zat-zat yang mudah menguap keluar selama proses pengeringan), dan integrasi dengan pemantauan produksi dan sistem data berkualitas. Mesin tingkat pemula mungkin menggunakan pengatur waktu dan termostat berbasis relai atau analog yang lebih sederhana, yang membatasi presisi dan ketertelusuran tetapi mengurangi biaya.
Parameter Proses Utama dan Bagaimana Pengaruhnya Terhadap Kualitas Bagian
Kualitas cetakan kompresi karet diatur oleh tiga parameter proses yang saling bergantung: suhu, tekanan, dan waktu. Melakukan hal ini dengan tepat untuk kompon karet tertentu dan desain cetakan adalah dasar dari produksi yang konsisten.
| Parameter | Kisaran Khas | Pengaruh Terlalu Rendah | Pengaruh Terlalu Tinggi |
| Suhu | 150°C – 200°C | Kurang sembuh; bagian yang lunak dan lemah | Menyembuhkan secara berlebihan; kerapuhan, degradasi permukaan |
| Tekanan | Tekanan rongga 5 – 15 MPa | Pengisian tidak lengkap; porositas; tembakan pendek | Kilatan berlebihan; kerusakan cetakan |
| Waktu Penyembuhan | 2 – 20 menit (tergantung gabungan) | Kurang sembuh; kelengketan; sifat mekanik yang buruk | Pembalikan (dalam NR); waktu siklus yang terbuang |
Waktu pengeringan bersifat spesifik terhadap senyawa dan harus ditentukan melalui pengujian rheometer (menggunakan instrumen seperti MDR – moving die rheometer) sebelum produksi dimulai. Rheometer menghasilkan kurva pengeringan yang menunjukkan waktu pengeringan optimal (T90 — waktu untuk mencapai 90% torsi maksimum) untuk suhu tertentu. Menjalankan suku cadang di T90 dibandingkan proses pengawetan berlebih akan mengurangi waktu siklus dan konsumsi energi tanpa mengurangi sifat mekanis. Banyak fasilitas produksi menyimpan data pengawetan rheometer bersama resep pengawetan PLC untuk menjaga ketertelusuran dan memungkinkan penyesuaian resep yang cepat ketika batch bahan mentah berubah.
Jenis Mesin Cetak Kompresi Karet
Mesin cetak kompresi karet tersedia dalam beberapa konfigurasi struktural dan operasional, masing-masing disesuaikan dengan skala produksi dan kebutuhan suku cadang yang berbeda.
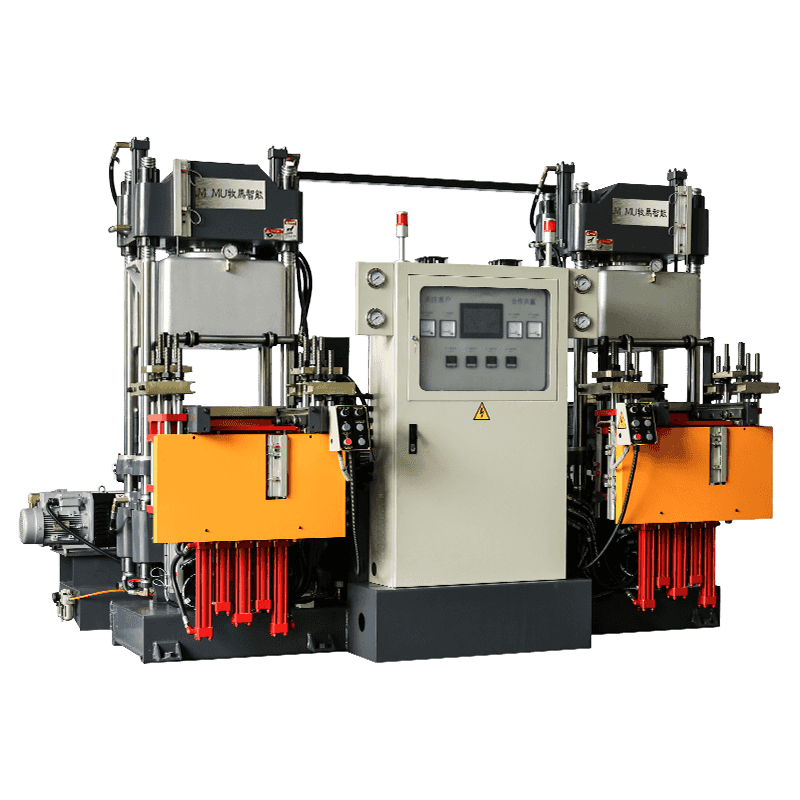
- Pers satu hari: Konfigurasi paling umum, dengan satu set pelat atas dan bawah yang membuka dan menutup dalam satu tindakan. Mudah dioperasikan dan dirawat, serta cocok untuk sebagian besar produksi suku cadang karet standar. Tersedia dalam ukuran mulai dari model laboratorium bench-top hingga mesin press industri besar.
- Pers multi-siang hari: Menampilkan beberapa tingkat pembukaan cetakan (siang hari) yang ditumpuk secara vertikal dalam satu bingkai pengepresan, memungkinkan beberapa cetakan diawetkan secara bersamaan dalam satu siklus pengepresan. Secara signifikan meningkatkan output per jejak mesin dan banyak digunakan dalam produksi gasket dan seal bervolume tinggi.
- Tekan meja putar: Menggunakan korsel stasiun cetakan yang berputar yang mengindeks melalui posisi pemuatan, pengepresan, dan pembongkaran. Memungkinkan pengoperasian berkelanjutan dengan mengurangi waktu henti operator antar siklus, sangat cocok untuk produksi suku cadang kecil hingga menengah dalam jumlah besar.
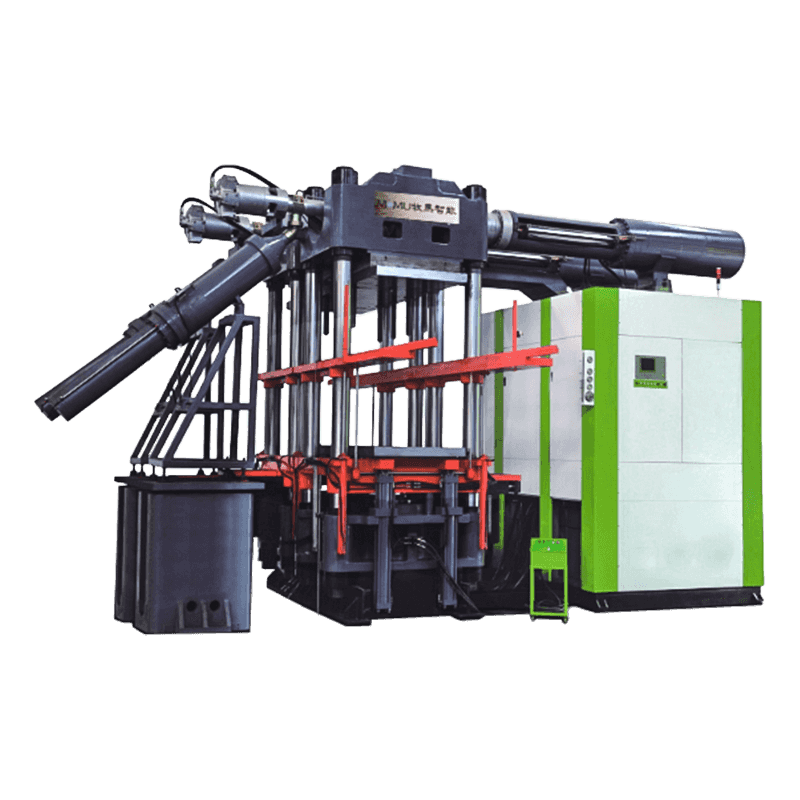
- Mesin cetak kompresi vakum: Dilengkapi dengan ruang vakum di sekitar area cetakan, mesin ini mengevakuasi udara dari rongga cetakan sebelum dan selama penutupan. Hal ini mencegah terperangkapnya udara di dalam karet, yang sangat penting untuk komponen silikon dan aplikasi lain yang porositasnya tidak dapat diterima — seperti perangkat medis, segel kontak makanan, dan diafragma berperforma tinggi.
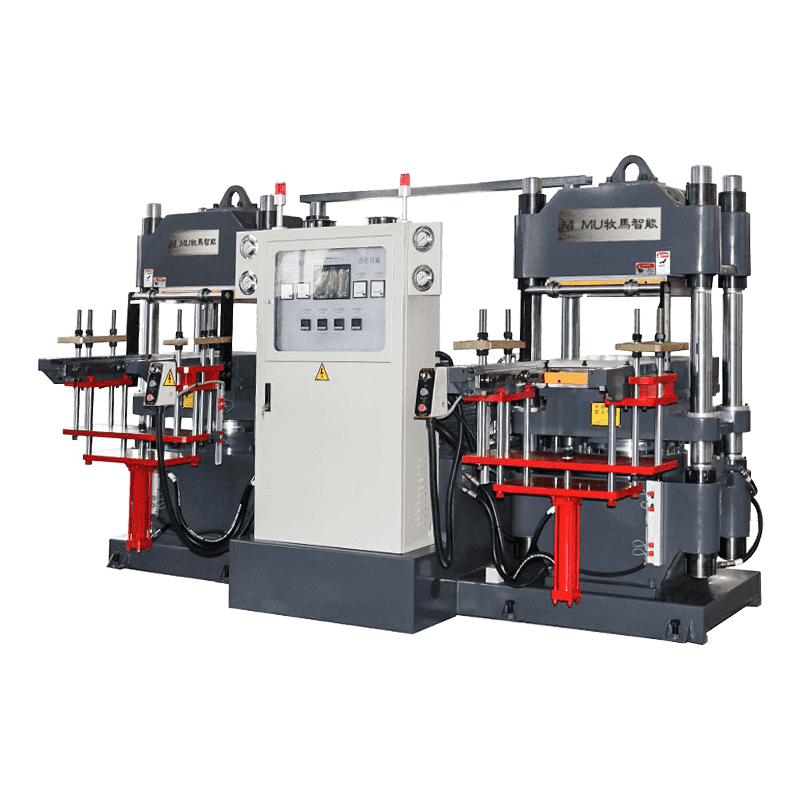
- Mesin press hidrolik empat kolom: Menggunakan empat kolom pemandu vertikal di sekitar area pelat untuk paralelisme yang tepat selama penutupan cetakan. Lebih disukai untuk cetakan besar atau presisi di mana defleksi atau ketidaksejajaran pelat akan menyebabkan kilatan yang tidak merata, ketidaksesuaian garis perpisahan, atau variasi dimensi pada seluruh cetakan.
Cetakan Kompresi vs. Cetakan Pemindahan dan Injeksi untuk Karet
Produsen karet sering kali menghadapi keputusan apakah kompresi, transfer, atau pencetakan injeksi adalah proses yang tepat untuk bagian tertentu. Masing-masing memiliki kelebihan dan keterbatasan yang jelas yang harus dievaluasi berdasarkan volume produksi, kompleksitas komponen, jenis material, dan anggaran perkakas.
| Faktor | Kompresi | Transfer | Injeksi |
| Biaya Perkakas | Rendah | Sedang | Tinggi |
| Waktu Siklus | Lebih lama | Sedang | Terpendek |
| Limbah Bahan | Sedang (kilat) | Sedang (pot/sariawan) | Rendah |
| Bagian Kompleksitas | Rendah to Medium | Sedang | Tinggi |
| Masukkan Cetakan | Luar biasa | Bagus | Terbatas |
| Kesesuaian Volume | Rendah to medium | Sedang | Tinggi volume |
| Keterampilan Operator Diperlukan | Sedang | Sedang | Tinggier |
Pencetakan kompresi secara konsisten unggul dalam hal biaya perkakas dan fleksibilitas pencetakan sisipan, itulah sebabnya proses ini tetap menjadi proses dominan untuk pengembangan prototipe, proses produksi yang singkat, dan suku cadang yang memerlukan pengikatan logam atau kain. Untuk aplikasi volume yang sangat tinggi dimana biaya tenaga kerja per bagian menjadi faktor ekonomi yang dominan, siklus otomatis cetakan injeksi dan persyaratan flash trim yang minimal umumnya membenarkan investasi peralatan dan perkakas yang lebih tinggi.
Apa yang Harus Dievaluasi Saat Memilih Mesin Cetakan Kompresi Karet
Memilih mesin yang tepat memerlukan keselarasan yang cermat antara spesifikasi produk, volume produksi, kompon karet, dan lingkungan operasional. Membeli peralatan yang tidak sesuai spesifikasi akan menimbulkan kemacetan; spesifikasi yang berlebihan membuang-buang modal. Kriteria berikut harus memandu setiap evaluasi yang serius:
- Kekuatan penjepit: Hitung tonase yang dibutuhkan berdasarkan proyeksi tekanan rongga (biasanya 7 hingga 12 MPa untuk sebagian besar kompon karet) dikalikan dengan total luas proyeksi semua rongga ditambah luas nyala dalam cetakan. Selalu sertakan margin keamanan minimal 20% untuk mengakomodasi variasi antara senyawa dan desain cetakan.
- Ukuran pelat: Pelat harus cukup besar untuk menampung cetakan terbesar Anda dengan jarak bebas di semua sisi untuk penjepitan dan keseragaman termal. Ukuran pelat standar berkisar dari 200 × 200 mm untuk pengepres laboratorium kecil hingga 1.200 × 1.200 mm atau lebih besar untuk mesin produksi industri.
- Keseragaman suhu: Mintalah spesifikasi keseragaman suhu pelat dari pabrikan dan verifikasi secara independen jika memungkinkan. Untuk komponen silikon atau karet kelas medis yang presisi, keseragaman ±2°C atau lebih baik di seluruh permukaan pelat sangat penting.
- Pembukaan siang hari: Jarak maksimum antara pelat terbuka harus mengakomodasi tinggi cetakan Anda ditambah jarak bebas untuk pelepasan dan pemuatan komponen. Cahaya matahari yang tidak mencukupi memaksa operator mengambil posisi yang tidak tepat sehingga memperlambat waktu siklus dan meningkatkan risiko ergonomis.
- Kecanggihan sistem kendali: Evaluasi apakah penyimpanan resep PLC, pencatatan data, dan kemampuan pemantauan jarak jauh selaras dengan persyaratan manajemen kualitas dan ketertelusuran Anda. Industri seperti otomotif (IATF 16949) dan medis (ISO 13485) memiliki ekspektasi dokumentasi proses khusus yang tidak dapat didukung oleh mesin yang lebih sederhana.
- Dukungan purna jual dan ketersediaan suku cadang: Segel hidrolik, elemen pemanas, dan komponen kontrol aus seiring waktu. Konfirmasikan bahwa produsen atau distributor lokal menyimpan inventaris suku cadang dan dapat memberikan dukungan teknis dalam waktu respons yang dapat diterima untuk lingkungan produksi Anda.
Praktik Perawatan yang Memperpanjang Umur Alat Berat dan Melindungi Kualitas Suku Cadang
Mesin cetak kompresi karet yang beroperasi dalam kondisi produksi mengalami siklus termal terus menerus, tekanan tekanan hidraulik, dan kontaminasi kompon karet. Rutinitas perawatan yang disiplin bukanlah suatu pilihan — ini adalah perbedaan antara mesin yang menghasilkan output yang konsisten selama 20 tahun dan mesin yang menghasilkan kerusakan dan downtime dalam waktu lima tahun.
- Setiap hari: Bersihkan permukaan pelat dan bagian muka cetakan dari residu flash dan senyawa menggunakan bahan pelepas yang sesuai dan alat non-abrasif. Periksa ketinggian cairan hidrolik dan periksa kebocoran yang terlihat di sekitar seal dan fitting silinder. Verifikasi pembacaan suhu pelat terhadap termokopel yang dikalibrasi.
- Mingguan: Periksa kondisi cairan hidrolik dan status filter. Periksa kolom pemandu dan paralelisme pelat. Pastikan semua interlock pengaman — termasuk penghentian darurat, tirai tipis, dan katup pelepas tekanan — berfungsi dengan benar.
- Bulanan: Kalibrasi pengontrol suhu dan termokopel terhadap referensi yang dapat dilacak. Periksa ketahanan elemen pemanas untuk mengidentifikasi elemen yang mendekati akhir masa pakainya sebelum gagal dalam produksi. Periksa segel silinder hidrolik apakah ada tanda-tanda tangisan.
- Setiap tahun: Penggantian cairan hidrolik penuh dan penggantian filter. Pengukuran kerataan pelat dan koreksi jika perlu. Inspeksi sistem kelistrikan lengkap termasuk kekencangan terminal, resistansi isolasi, dan penggantian baterai PLC.
Mesin cetak kompresi karet adalah investasi modal jangka panjang yang pengembaliannya bergantung pada disiplin proses dan juga kualitas mesin. Menyesuaikan spesifikasi mesin yang tepat dengan rangkaian produk Anda, menetapkan parameter proses yang tepat untuk setiap kompon, dan menjaga peralatan sesuai standar pabrikan adalah tiga pilar pencetakan kompresi karet yang produktif dan hemat biaya. Bagi produsen yang melakukan kombinasi ini dengan tepat, pencetakan kompresi tetap menjadi salah satu proses pembentukan karet yang paling andal dan efisien secara ekonomi.