Mengapa Vakum Mengubah Segalanya dalam Vulkanisasi Karet
Vulkanisasi karet — proses pengikatan silang rantai polimer menggunakan panas dan tekanan untuk mengubah karet mentah menjadi bahan elastis dan tahan lama — telah dipraktikkan secara industri selama lebih dari 180 tahun. Namun pengenalan teknologi vakum ke dalam proses vulkanisasi merupakan salah satu penyempurnaan paling signifikan dalam manufaktur karet modern. SEBUAH mesin vulkanisir karet vakum mengevakuasi udara dan gas yang terperangkap dari kompon karet dan rongga cetakan sebelum dan selama perawatan, menghilangkan porositas, rongga, dan cacat permukaan yang pasti dihasilkan oleh vulkanisasi tekanan atmosfer pada komponen presisi.
Hasilnya adalah produk yang jauh lebih unggul: jaringan cross-link yang lebih padat, sifat mekanik yang lebih baik, akurasi dimensi yang lebih baik, dan permukaan bebas cacat — semuanya penting dalam aplikasi di mana kegagalan komponen karet membawa konsekuensi keselamatan atau peraturan. Seiring dengan meningkatnya permintaan suku cadang karet presisi di sektor otomotif, ruang angkasa, medis, dan elektronik, mesin vulkanisir vakum telah beralih dari peralatan khusus ke peralatan industri umum.
Proses Vulkanisasi: Konvensional vs. Vakum
Untuk memahami manfaat vulkanisasi vakum, penting untuk mengetahui kelemahan metode konvensional.
Kompresi Konvensional atau Cetakan Transfer
Dalam vulkanisasi kompresi atau transfer standar, kompon karet ditempatkan dalam cetakan yang dipanaskan, dan tekanan diterapkan untuk memaksa material masuk ke dalam rongga cetakan. Udara yang terperangkap di dalam senyawa atau pada antarmuka cetakan senyawa tidak memiliki jalur keluar. Saat suhu meningkat dan ikatan silang dimulai, udara yang terperangkap ini membentuk rongga mikro (microvoids), yaitu pori-pori, lepuh, dan lubang di permukaan, yang mengurangi kepadatan, kekuatan tarik, dan umur kelelahan komponen tersebut. Untuk produk konsumen non-kritis, degradasi ini dapat diterima. Untuk seal, diafragma, komponen alat kesehatan, dan gasket dirgantara tidak.
Vulkanisasi Berbantuan Vakum
Mesin vulkanisir karet vakum menerapkan vakum terkontrol — biasanya dalam kisaran –0,08 hingga –0,098 MPa (kira-kira –80 hingga –98 kPa) — ke rongga cetakan sebelum injeksi atau kompresi senyawa, dan mempertahankan vakum tersebut selama tahap awal penyembuhan. Evakuasi ini menghilangkan gas terlarut dari matriks karet, menghilangkan kantong udara antar muka, dan menurunkan titik didih uap air di dalam kompon, mengeluarkannya sebelum panas diberikan. Siklus pengawetan kemudian berlangsung pada kondisi vakum dan tekanan yang diberikan, menghasilkan bagian yang terkonsolidasi sepenuhnya dan bebas rongga.
Keuntungan Teknis Utama Vulkanisasi Vakum
Manfaat kinerja vulkanisasi vakum dapat diukur pada berbagai metrik kualitas dan proses:
- Penghapusan porositas dan rongga — Evakuasi vakum menghilangkan udara yang terperangkap sebelum gelasi menguncinya di tempatnya. Bagian mencapai kepadatan relatif mendekati maksimum teoritis untuk senyawa, yang secara langsung berarti peningkatan kekuatan tarik, perpanjangan putus, dan ketahanan lelah.
- Kualitas permukaan yang unggul — Tanpa udara yang terjebak pada antarmuka cetakan-karet, permukaan akhir menjadi halus, bersih secara kosmetik, dan bebas dari lubang. Hal ini sangat penting terutama untuk lensa silikon kelas optik, tabung medis, dan barang karet yang digunakan konsumen di mana estetika mempengaruhi kualitas yang dirasakan.
- Akurasi dimensi yang lebih baik — Konsolidasi bebas rongga menghasilkan bagian yang sesuai dengan geometri cetakan. Penyusutan lebih dapat diprediksi dan seragam, sehingga mengurangi variasi dimensi pasca-perawatan — keunggulan utama untuk cincin-O, segel, dan komponen cetakan dengan toleransi ketat.
- Peningkatan aliran majemuk dalam geometri kompleks — Penarikan vakum membantu pergerakan senyawa ke dalam potongan yang dalam, bagian yang tipis, dan fitur cetakan rumit yang sulit diisi sepenuhnya oleh injeksi tekanan atmosfer.
- Mengurangi tingkat scrap dan pengerjaan ulang — Dengan menghilangkan penyebab utama cacat visual dan struktural pada karet cetakan, vulkanisasi vakum secara signifikan menurunkan tingkat penolakan pada komponen presisi, sehingga meningkatkan efektivitas peralatan secara keseluruhan (OEE) untuk operasi pencetakan karet.
- Kompatibilitas dengan senyawa yang peka terhadap kelembapan — Karet silikon, EPDM, dan elastomer khusus tertentu sangat sensitif terhadap sisa kelembapan selama proses pengawetan. Degassing vakum sebelum pemanasan secara efektif menghilangkan kelembapan ini, mencegah porositas yang disebabkan oleh uap pada bagian yang diawetkan.
Jenis Mesin Vulkanisir Karet Vakum
Peralatan vulkanisir vakum tersedia dalam beberapa konfigurasi, masing-masing disesuaikan dengan skala produksi, jenis karet, dan geometri komponen yang berbeda.
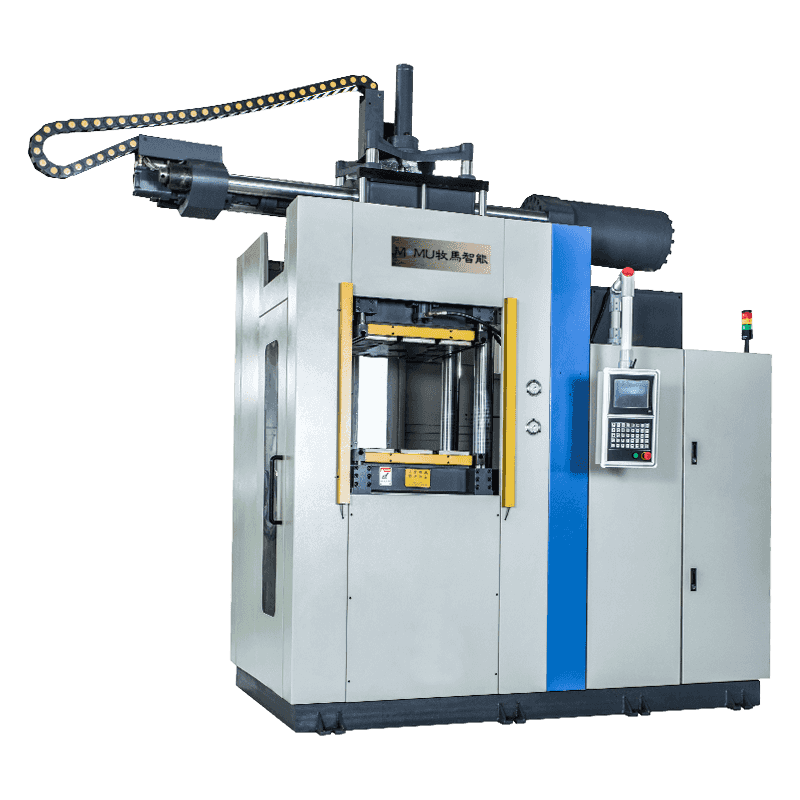
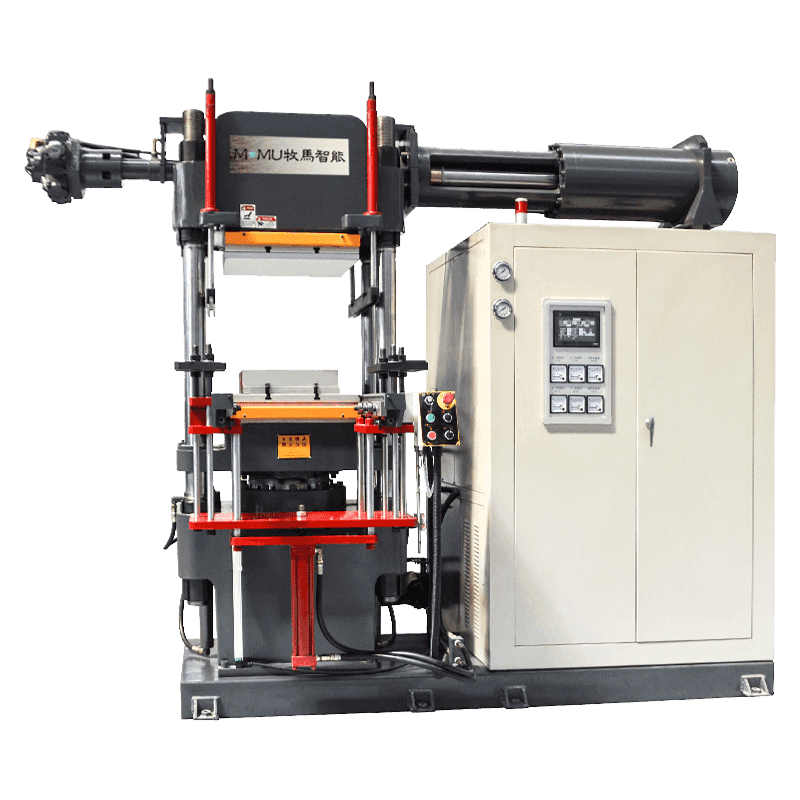
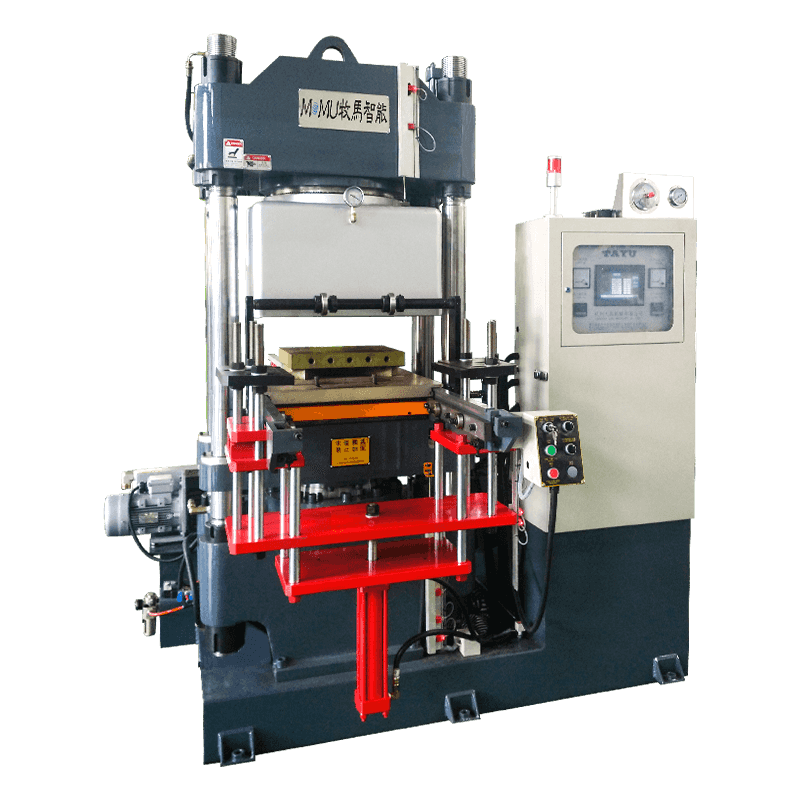
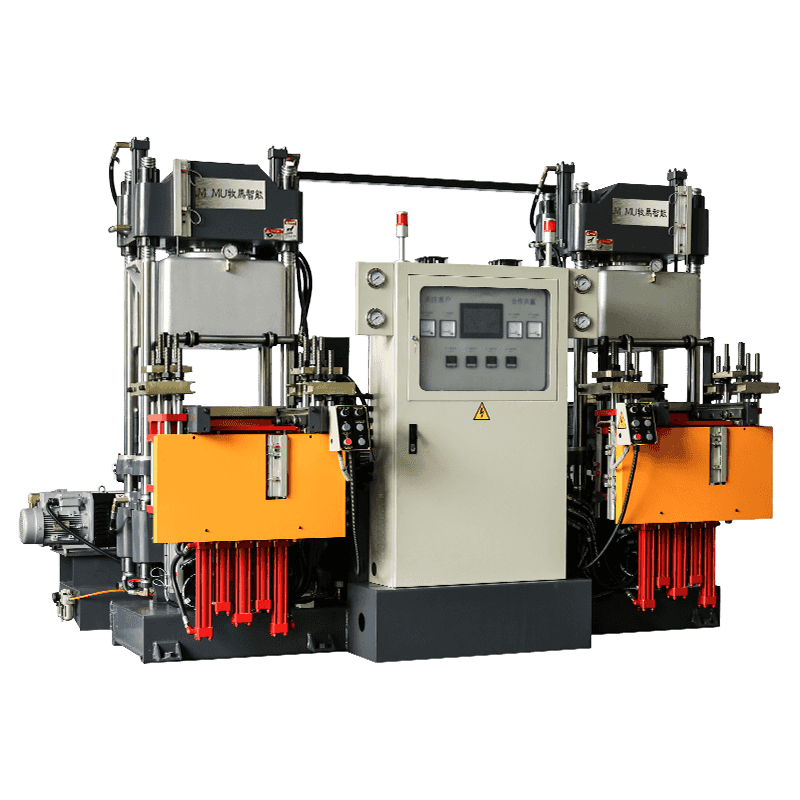
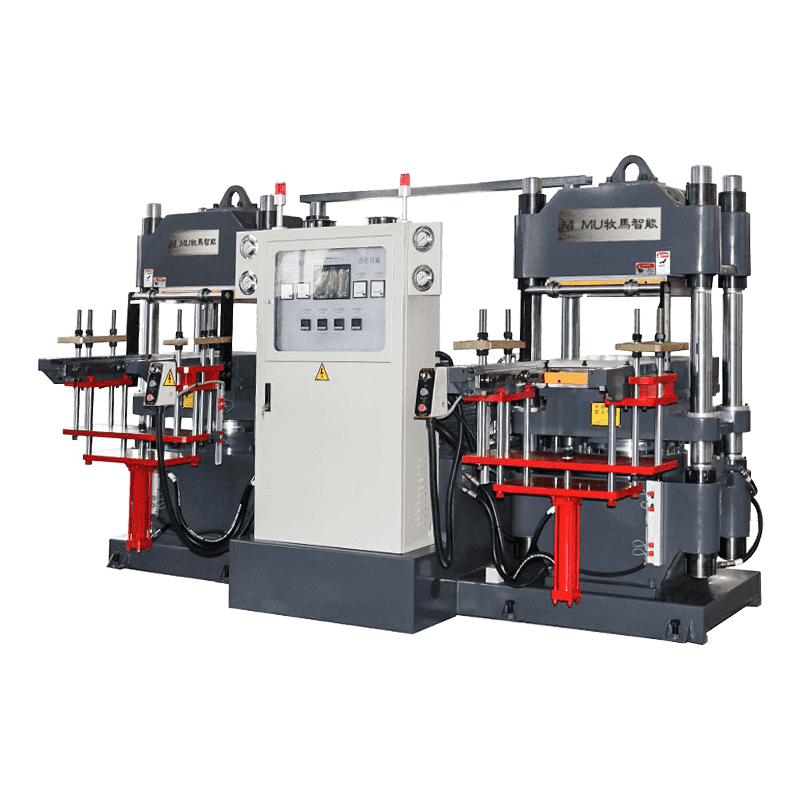
Mesin Cetak Kompresi Vakum
Konfigurasi yang paling banyak digunakan dalam pencetakan karet batch. Mesin press hidrolik dengan pelat yang dipanaskan akan memampatkan cetakan; sirkuit vakum — diintegrasikan ke dalam cetakan atau diterapkan melalui ruang vakum periferal — mengevakuasi rongga sebelum dan selama penutupan. Cocok untuk bantalan datar, lembaran, gasket, dan profil cetakan yang relatif sederhana. Suhu pelat biasanya berkisar dari 150°C hingga 200°C , dengan tekanan hidrolik dari 10 hingga 200 ton tergantung pada ukuran bagian dan viskositas senyawa.
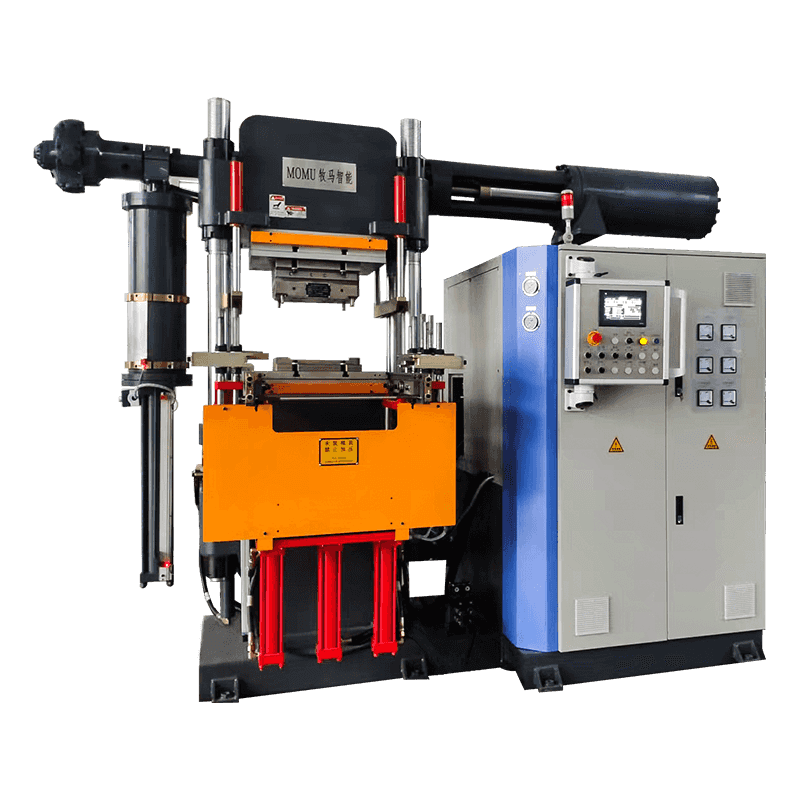
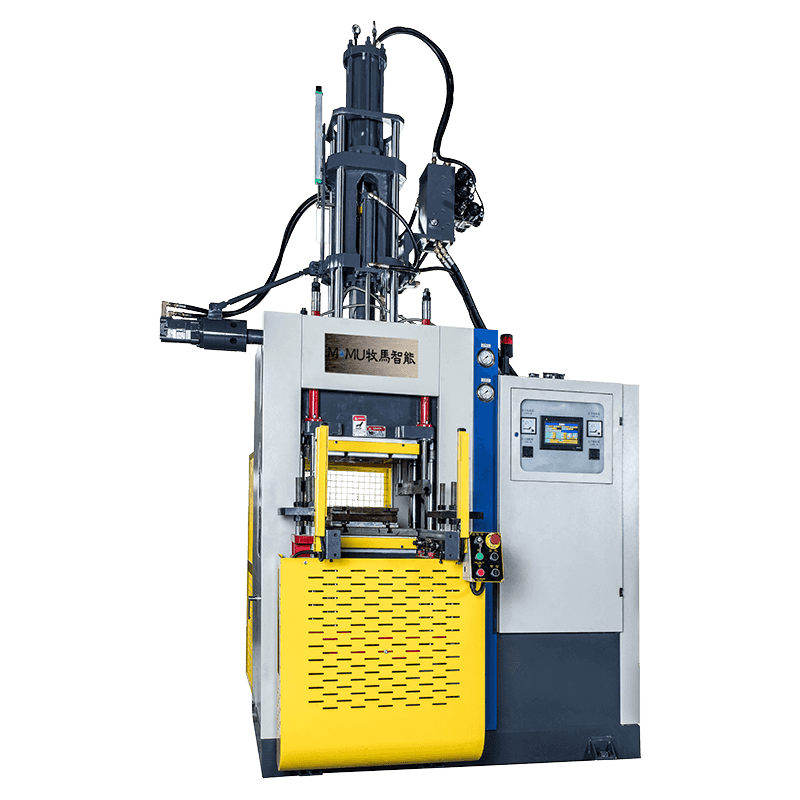
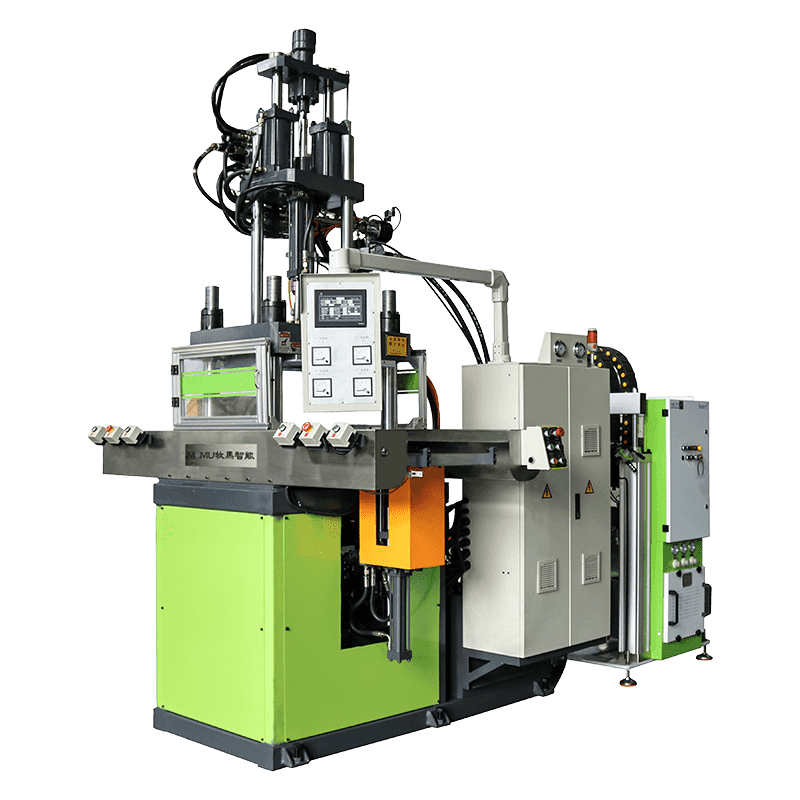
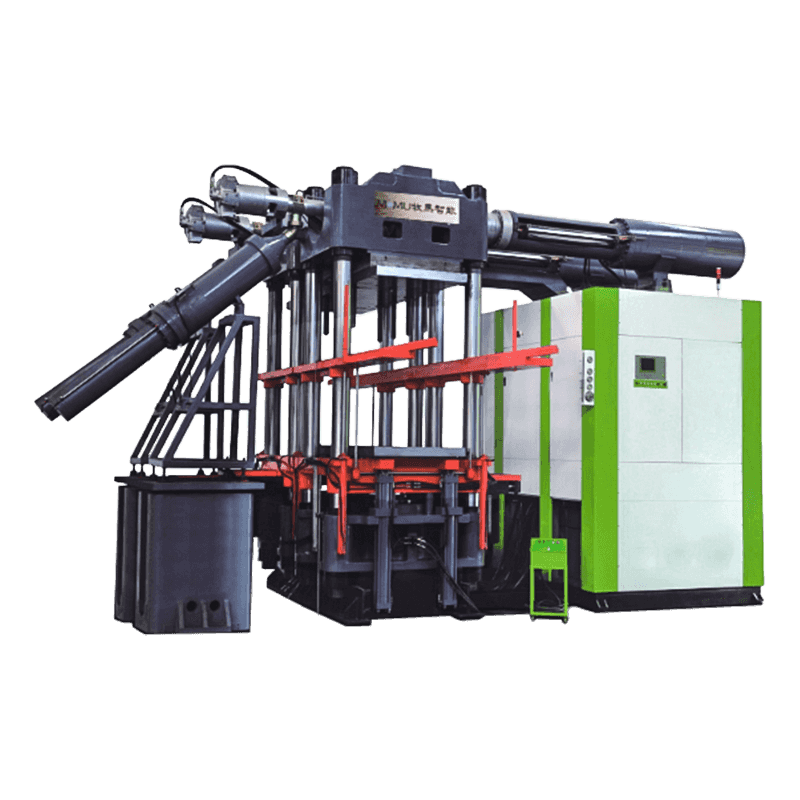
Mesin Cetak Injeksi Vakum
Menggabungkan evakuasi rongga vakum dengan injeksi kompon karet pra-plastisisasi di bawah tekanan. Cetakan disegel dan dievakuasi sebelum injeksi dimulai, kemudian senyawa disuntikkan ke dalam rongga yang dievakuasi. Konfigurasi ini memberikan konsistensi dimensi terbaik untuk komponen tiga dimensi kompleks yang diproduksi dalam volume tinggi — segel otomotif, grommet konektor, dan komponen perangkat medis adalah aplikasi yang umum. Waktu siklus lebih pendek dibandingkan pencetakan kompresi karena pengukuran senyawa yang tepat dan pengisian yang lebih cepat.
Vulkanisir Autoklaf Vakum
Digunakan untuk bagian karet yang besar dan bentuknya tidak beraturan — selang, sambungan ekspansi, pipa berlapis karet, dan rakitan komposit — yang tidak dapat ditampung oleh cetakan tekan konvensional. Bagian tersebut ditempatkan dalam kantong vakum atau ruang tertutup, dievakuasi, dan kemudian dikenai suhu dan tekanan tinggi (uap atau udara panas) di dalam bejana autoklaf. Biasa digunakan pada ikatan karet dirgantara dan aplikasi lapisan karet industri besar. Waktu siklus lebih lama tetapi prosesnya mengakomodasi geometri bagian yang tidak dapat ditangani oleh metode lain.
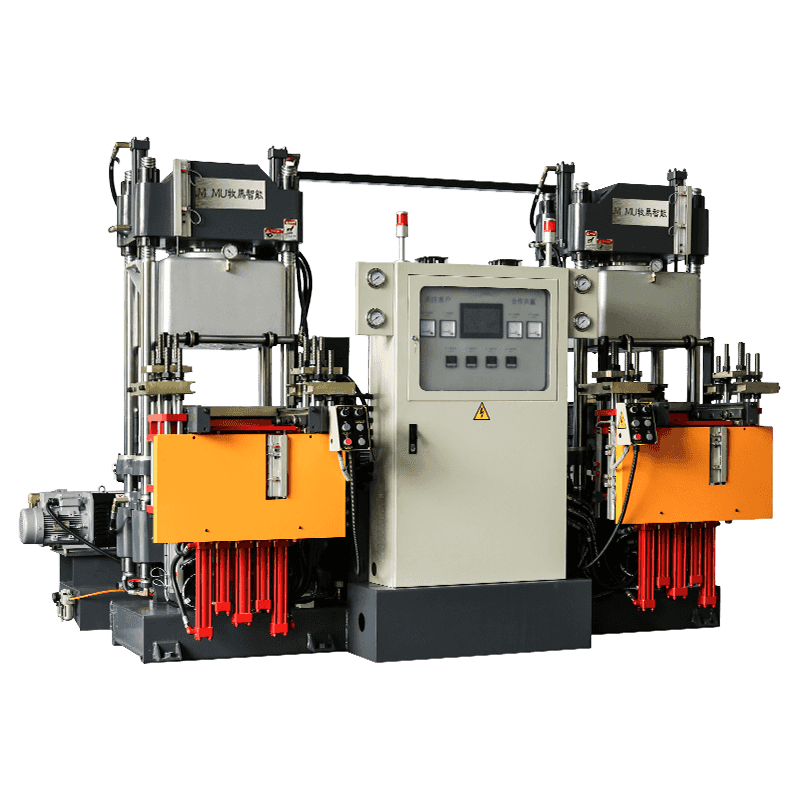
Mesin Vulkanisir Pelat Vakum (Jenis Sabuk Konveyor)
Dirancang khusus untuk vulkanisasi ban berjalan karet, lembaran lantai, dan produk datar lebar. Beberapa pelat yang dipanaskan menekan sabuk atau lembaran yang diumpankan secara kontinyu sementara vakum diterapkan ke zona tekan. Umum dalam pembuatan ban berjalan dan produksi lantai karet, yang lebarnya dapat melebihi 2.000 mm dan memerlukan keluaran yang berkelanjutan.
Komponen Sistem Inti
Mesin vulkanisir karet vakum mengintegrasikan beberapa subsistem yang harus bekerja secara terkoordinasi untuk mencapai kualitas pengerasan yang konsisten.
| Subsistem | Fungsi | Spesifikasi Utama |
|---|---|---|
| Sistem Pompa Vakum | Mengevakuasi rongga cetakan ke tekanan target | Target: ≤–0,095 MPa; baling-baling putar atau pompa cincin cair |
| Pelat / Ruang Pemanas | Pasokan dan pertahankan suhu pengawetan secara seragam | keseragaman ±1–2°C; dipanaskan dengan listrik atau uap |
| Sistem Penjepit Hidraulik | Menerapkan dan menahan tekanan penutupan cetakan | Tonase disesuaikan dengan luas bagian dan viskositas senyawa |
| Sistem Penyegelan Vakum | Mempertahankan integritas vakum selama siklus penyembuhan | Segel O-ring atau labirin pada garis perpisahan cetakan |
| Sistem Kontrol PLC | Mengurutkan peristiwa vakum, suhu, dan tekanan | Profil penyembuhan yang dapat diprogram; kemampuan pencatatan data |
| Pengontrol Suhu Cetakan | Pemanasan cepat dan pengaturan suhu yang tepat | dikendalikan PID; waktu respons <30 detik |
Aplikasi Industri
Mesin vulkanisir karet vakum digunakan di mana pun vulkanisasi konvensional menghasilkan tingkat kerusakan yang tidak dapat diterima atau di mana sifat material harus memenuhi standar kinerja yang ketat.
Sistem Penyegelan Otomotif
Segel kompartemen mesin, gasket pintu dan jendela, cincin-O sistem bahan bakar, dan diafragma sistem rem merupakan beberapa aplikasi dengan volume tertinggi. Sebuah kendaraan penumpang berisi lebih dari 400 komponen penyegel karet individu , banyak di antaranya harus memenuhi standar nihil kebocoran selama masa pakai 150.000 km. Pencetakan vakum memastikan integritas penampang bebas rongga yang memungkinkan hal ini.

Peralatan Medis dan Farmasi
Komponen karet silikon untuk perangkat medis — pipa, sumbat, diafragma, elemen pompa peristaltik, dan komponen implan — memerlukan kebebasan mutlak dari porositas dan kontaminasi. Vulkanisasi vakum adalah proses standar yang diterima untuk pencetakan silikon tingkat medis, dan pengajuan peraturan untuk perangkat medis Kelas II dan III biasanya merujuk pada pemrosesan vakum sebagai bagian dari protokol manufaktur yang divalidasi.
Dirgantara dan Pertahanan
Segel pintu pesawat, gasket tekanan kabin, elastomer sistem bahan bakar, dan dudukan isolasi getaran harus memenuhi persyaratan spesifikasi AS9100 dan MIL yang secara eksplisit menangani porositas dan toleransi dimensi. Vulkanisasi autoklaf vakum adalah metode standar untuk rakitan berikat karet tingkat ruang angkasa dan komponen elastomer format besar.
Elektronika dan Semikonduktor
Keypad silikon, kontak elastomer konduktif, gasket pelindung EMI, dan lensa silikon kelas optik untuk aplikasi LED semuanya mendapat manfaat dari pencetakan vakum. Porositas pada komponen-komponen ini menyebabkan variasi hambatan listrik, hamburan optik, dan kegagalan mekanis dini – cacat yang dihilangkan oleh vulkanisasi vakum pada tingkat proses daripada mengandalkan inspeksi dan penyortiran hilir.
Selang Industri dan Sistem Konveyor
Selang hidraulik bertekanan tinggi, saluran transfer bahan kimia, dan ban berjalan yang beroperasi di lingkungan yang bersifat abrasif atau agresif secara kimia memerlukan konstruksi karet yang padat dan bebas rongga untuk mencapai tekanan ledakan terukur dan masa pakai. Autoklaf vakum atau vulkanisasi pelat vakum memberikan kualitas konsolidasi yang dibutuhkan aplikasi ini.
Parameter Proses dan Desain Siklus Penyembuhan
Siklus penyembuhan untuk vulkanisasi vakum melibatkan serangkaian peristiwa yang diurutkan secara tepat. Penyimpangan dari urutan yang dioptimalkan — khususnya waktu vakum relatif terhadap peningkatan suhu — secara langsung memengaruhi kualitas komponen.
- Pemuatan cetakan dan penutupan awal — Kompon dimuat dan cetakan ditutup pada posisi "retak" (tertutup sebagian) untuk memungkinkan penarikan vakum tanpa kompresi penuh.
- Aplikasi vakum — Pompa vakum mengevakuasi rongga cetakan ke tekanan target (biasanya ≤–0,09 MPa). Tahap ini biasanya berlangsung 30 hingga 120 detik tergantung pada volume rongga dan kandungan gas gabungan. Vakum harus dicapai sebelum perpindahan panas yang signifikan ke senyawa dimulai — pemanasan dini memulai ikatan silang sebelum degassing selesai.
- Penutupan cetakan penuh dalam kondisi vakum — Setelah target vakum dipastikan, tekanan penjepit hidraulik penuh diterapkan. Senyawa tersebut mengalir ke dalam rongga yang dievakuasi dengan kombinasi penarikan vakum dan tekanan mekanis.
- Penyembuhan isotermal — Suhu cetakan dipertahankan pada suhu pengeringan yang ditentukan (biasanya 150–180°C untuk senyawa NR/SBR; 170–200°C untuk silikon) untuk waktu pengeringan t90 yang dihitung — waktu untuk mencapai 90% kepadatan ikatan silang maksimum sebagaimana ditentukan oleh analisis rheometer.
- Pelepasan tekanan dan demolding — Setelah proses curing selesai, tekanan penjepit dilepaskan, vakum dikeluarkan, dan cetakan dibuka untuk menghilangkan sebagian. Vulkanisasi sekunder pasca-pengeringan dalam oven dapat ditentukan untuk senyawa silikon dan fluoroelastomer tertentu untuk menyelesaikan ikatan silang dan menghilangkan produk samping pengawetan.
Kriteria Pemilihan Peralatan
Memilih yang benar mesin vulkanisir vakum untuk aplikasi tertentu memerlukan evaluasi beberapa faktor yang saling bergantung. Penyederhanaan keputusan yang berlebihan akan menghasilkan peralatan yang kurang spesifik sehingga tidak dapat mencapai kualitas yang dibutuhkan, atau mesin yang direkayasa secara berlebihan sehingga kemampuannya tidak pernah dimanfaatkan.
- Ukuran bagian dan geometri — Profil datar atau sederhana sesuai dengan konfigurasi mesin press kompresi; bagian tiga dimensi yang kompleks memerlukan kemampuan pencetakan injeksi; bentuk yang besar atau tidak beraturan memerlukan pemrosesan autoklaf.
- Jenis kompon karet — Silikon, EPDM, NBR, fluoroelastomer, dan karet alam masing-masing memiliki suhu pengeringan, tekanan, dan persyaratan sensitivitas vakum yang berbeda yang memengaruhi spesifikasi mesin.
- Volume produksi — Produksi bervolume tinggi membenarkan investasi pada mesin cetak injeksi multi-rongga dengan demoulding otomatis; pekerjaan bervolume rendah atau prototipe lebih baik dilakukan oleh unit kompresi yang lebih kecil dan fleksibel.
- Kedalaman vakum dan waktu tahan — Aplikasi dengan senyawa yang sangat kental atau formulasi dengan kandungan gas yang tinggi memerlukan vakum yang lebih dalam (mendekati –0,098 MPa) dan waktu tunggu evakuasi yang lebih lama sebelum proses curing dimulai.
- Spesifikasi keseragaman suhu — Suku cadang medis dan ruang angkasa dengan toleransi ketat memerlukan keseragaman suhu pelat ±1°C atau lebih baik; aplikasi industri umum dapat menerima ±3–5°C.
- Persyaratan otomatisasi dan pencatatan data — Industri yang diatur (medis, ruang angkasa, kontak makanan) memerlukan pencatatan parameter proses penuh, ketertelusuran per batch, dan profil pengawetan yang dikontrol PLC yang tidak dapat diganti secara manual selama produksi.
Audit proses yang komprehensif — meninjau formulasi senyawa, desain komponen, persyaratan kualitas, dan volume produksi — yang dilakukan sebelum pengadaan peralatan menghindari kesalahan spesifikasi yang mahal dan memastikan mesin yang dipilih memberikan output yang diperlukan mulai dari commissioning dan seterusnya.