SEBUAHpa Itu Mesin Vulkanisir Karet Vakum?
A mesin vulkanisir karet vakum adalah mesin press industri khusus yang mengeringkan senyawa karet mentah atau tidak diawetkan dalam kombinasi kondisi panas, tekanan, dan vakum yang terkontrol. Istilah "vulkanisasi" mengacu pada proses ikatan silang kimia yang mengubah karet lunak dan lentur menjadi bahan yang tahan lama, elastis, dan stabil secara dimensi. Dalam pengepres vulkanisasi standar, panas dan tekanan saja yang mendorong reaksi pengawetan. Pada mesin vulkanisir vakum, penambahan lingkungan vakum tertutup menghilangkan udara, kelembapan, dan gas yang mudah menguap yang terperangkap dari dalam massa karet sebelum dan selama proses pengawetan — sehingga menghasilkan produk jadi yang jauh lebih padat, lebih seragam, dan bebas cacat.
Fungsi vakum bukan sekadar fitur tambahan; hal ini secara mendasar mengubah kualitas hasil produksi karet. Kantong udara dan masuknya uap air merupakan sumber porositas, pembentukan lepuh, dan kelemahan struktural yang paling umum pada bagian karet vulkanisasi. Dengan mengevakuasi rongga cetakan ke tingkat vakum yang biasanya antara -0,08 MPa dan -0,1 MPa sebelum penerapan tekanan cetakan penuh, mesin menghilangkan cacat ini pada sumbernya. Hasilnya adalah produk karet dengan permukaan akhir yang unggul, kepadatan internal yang konsisten, dan peningkatan kinerja mekanis — karakteristik yang sangat penting dalam industri presisi termasuk penyegelan otomotif, perangkat medis, komponen dirgantara, dan sol alas kaki berperforma tinggi.
Proses Vulkanisasi: Apa yang Terjadi di Dalam Mesin
Memahami urutan operasi di dalam mesin vulkanisir karet vakum menjelaskan mengapa integrasi vakum meningkatkan kualitas keluaran secara signifikan. Prosesnya berlangsung dalam beberapa tahap berbeda yang dikontrol mesin secara otomatis melalui pengontrol logika terprogram (PLC) atau antarmuka layar sentuh.
Siklusnya dimulai dengan persiapan cetakan dan pemuatan. Operator menempatkan kompon karet yang belum diawetkan — dalam bentuk blanko, lembaran, atau bentuk awal yang telah ditimbang sebelumnya — ke dalam rongga cetakan yang dipanaskan. Cetakan menutup sebagian, dan pompa vakum aktif, menarik udara dan sisa uap air keluar dari rongga cetakan melalui saluran vakum terintegrasi. Setelah tingkat vakum target tercapai dan ditahan selama waktu tunggu yang ditentukan, biasanya 15 hingga 60 detik, mesin press menutup sepenuhnya untuk memberikan tekanan pencetakan. Kombinasi panas yang dialirkan melalui pelat yang dipanaskan, tekanan yang diberikan, dan tidak adanya gas yang terperangkap kemudian mendorong reaksi ikatan silang secara seragam ke seluruh massa karet. Setelah waktu pengeringan yang diprogram berlalu — yang bervariasi dari satu hingga tiga puluh menit tergantung pada jenis kompon karet dan ketebalan bagian — mesin press akan terbuka, ruang hampa dilepaskan, dan bagian yang diawetkan akan dibongkar.
Ketepatan pengendalian suhu juga sama pentingnya. Mesin vulkanisir vakum modern menjaga suhu pelat dalam kisaran ±1°C hingga ±2°C di seluruh permukaan cetakan menggunakan elemen pemanas hambatan listrik atau pelat yang dipanaskan dengan uap, dikombinasikan dengan sensor suhu tertanam dan pengontrol PID loop tertutup. Keseragaman ini memastikan pengerasan yang konsisten di seluruh produk, menghilangkan risiko bagian tengah yang tidak diawetkan atau permukaan yang terlalu kering yang dapat terjadi ketika ada gradien suhu di seluruh cetakan.

Komponen Inti dan Fungsinya
Kinerja mesin vulkanisir karet vakum bergantung pada kualitas dan integrasi komponen struktural dan fungsional utamanya. Setiap elemen memainkan peran tertentu dalam mencapai vulkanisasi yang konsisten dan bebas cacat.
Pelat yang Dipanaskan
Pelat adalah pelat datar dan kaku di mana cetakan dikompresi. Pada mesin vulkanisir vakum, pelat dibuat dari baja bermutu tinggi dengan elemen pemanas tertanam atau saluran internal untuk sirkulasi uap. Toleransi kerataan sangat penting — pelat dengan kontak permukaan yang tidak rata akan menghasilkan distribusi tekanan yang tidak seragam di seluruh cetakan, yang menyebabkan variasi ketebalan dan proses curing yang tidak sempurna di zona bertekanan rendah. Mesin premium menentukan kerataan pelat dalam 0,05 mm di seluruh permukaan kerja dan menggunakan penginderaan suhu multi-titik untuk mendeteksi dan mengkompensasi ketidakseragaman termal.
Sistem Vakum
Sistem vakum terdiri dari pompa vakum - biasanya jenis baling-baling putar atau sekrup kering - yang dihubungkan ke rongga cetakan melalui sirkuit tertutup termasuk saluran vakum, tangki penyangga vakum, katup solenoid, dan pengukur vakum. Tangki penyangga menyimpan volume yang telah dievakuasi sebelumnya sehingga rongga cetakan dapat dibawa ke tingkat vakum target dengan cepat tanpa membebani pompa secara berlebihan. Penyegelan vakum pada antarmuka cetakan dicapai melalui gasket periferal atau saluran cincin-O yang dimasukkan ke dalam garis perpisahan cetakan. Integritas sistem penyegelan ini sangat penting — kebocoran apa pun akan mengurangi tingkat vakum yang dapat dicapai dan mengganggu efektivitas pembuangan udara.
Sistem Penjepit Hidraulik atau Mekanis
Gaya penjepit yang menahan cetakan tetap tertutup selama vulkanisasi dihasilkan oleh sistem silinder hidrolik atau, pada mesin yang lebih kecil, oleh mekanisme pengalih mekanis. Sistem hidraulik menawarkan kontrol tekanan yang lebih presisi dan dapat diprogram serta merupakan standar pada mesin vulkanisir vakum tingkat produksi. Gaya penjepit berkisar mulai dari 50 kN di laboratorium atau mesin bagian kecil hingga lebih dari 10.000 kN di mesin press industri besar untuk produk karet otomotif atau industri. Kontrol tekanan yang akurat sangat penting karena baik tekanan di bawah maupun di atas tekanan menghasilkan komponen yang cacat — kilatan cahaya, ketidakakuratan dimensi, atau keretakan akibat tegangan.
Sistem Kontrol PLC
Mesin vulkanisir vakum modern dilengkapi dengan pengontrol logika yang dapat diprogram dan antarmuka manusia-mesin (HMI) layar sentuh yang memungkinkan operator menyimpan, mengingat, dan memantau program pengawetan untuk kompon karet dan konfigurasi cetakan yang berbeda. Program tipikal menyimpan suhu target, waktu pengeringan, tingkat vakum, waktu tunggu vakum, dan tekanan penjepitan sebagai satu resep. PLC memonitor umpan balik sensor secara real-time dan menghasilkan alarm jika ada penyimpangan, memastikan ketertelusuran proses dan kualitas batch-to-batch yang konsisten.
Jenis Mesin Vulkanisir Karet Vakum
Mesin vulkanisir karet vakum tersedia dalam beberapa konfigurasi, masing-masing disesuaikan dengan volume produksi, geometri produk, dan jenis karet yang berbeda. Memilih jenis mesin yang tepat sama pentingnya dengan menentukan parameter proses yang tepat.
| Tipe Mesin | Konfigurasi | Paling Cocok Untuk |
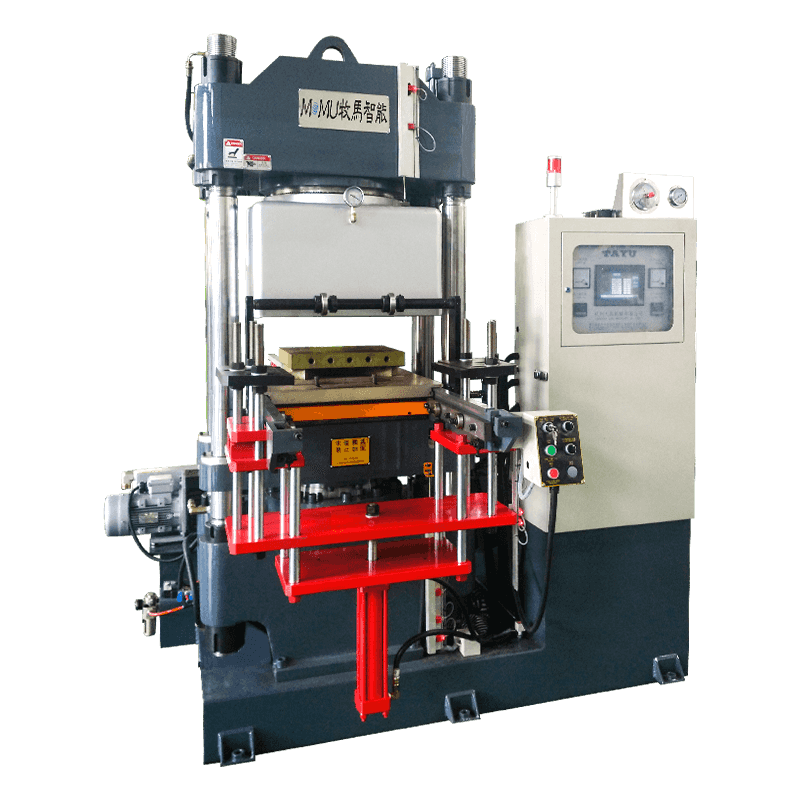
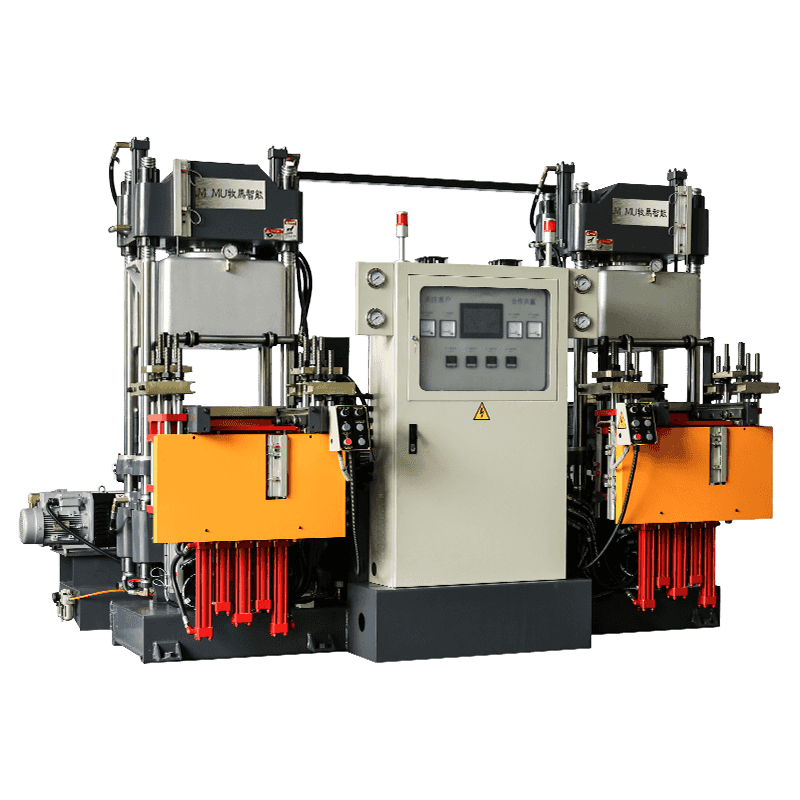
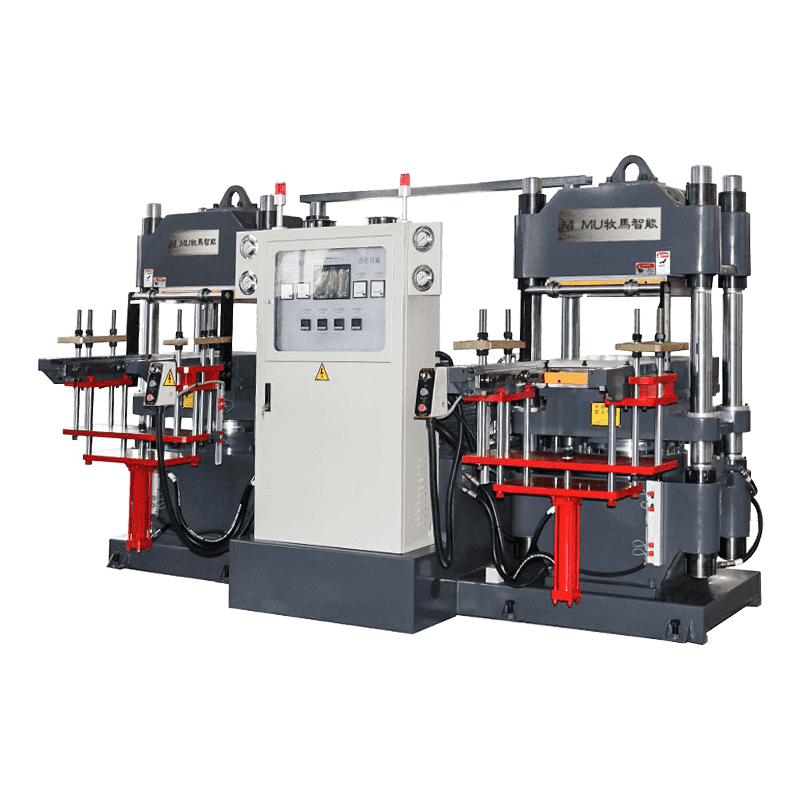
| Pers Datar Satu Hari | Satu bukaan cetakan di antara dua pelat | Bagian karet datar kecil hingga sedang, segel, gasket |
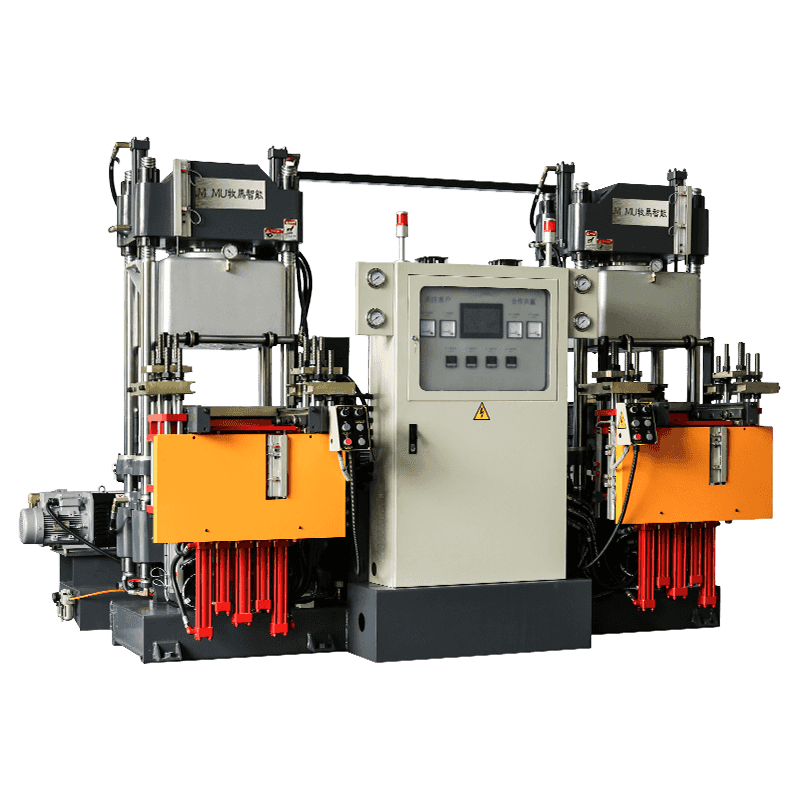
| Pers Multi-Siang Hari | Beberapa bukaan cetakan bertumpuk dengan sekali tekan | Produksi lembaran karet datar atau tipis dalam jumlah besar |
| Mesin Rotary atau Carousel | Platform multi-stasiun berputar dengan sumber panas tetap | Sol alas kaki, lingkungan produksi berkelanjutan |
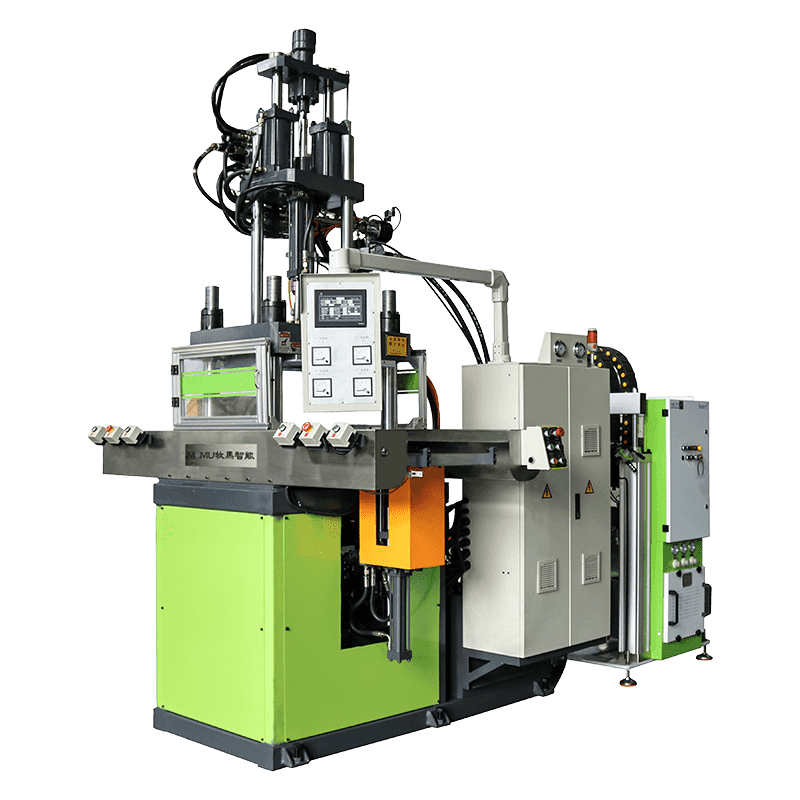
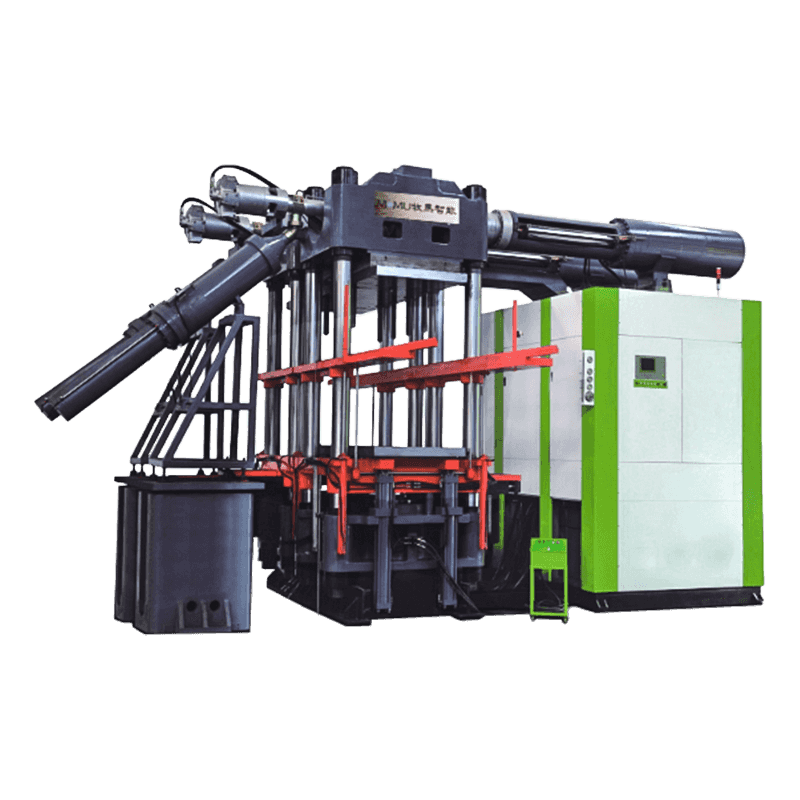
| Mesin Injeksi Vertikal | Karet disuntikkan di bawah tekanan ke dalam cetakan tertutup | Bagian 3D yang rumit, komponen cetakan berlebih, karet teknis |
| Penekan Vakum Membran | Membran silikon fleksibel menciptakan ruang hampa dan tekanan | Komposit berikat karet, substrat melengkung atau tidak beraturan |
| Laboratorium / Bench-Top Press | Unit siang hari tunggal yang ringkas dengan kemampuan vakum | R&D, pengujian gabungan, menjalankan prototipe kecil |
Keuntungan Vulkanisir Vakum Dibandingkan Pengepresan Standar
Investasi pada kemampuan vakum dibandingkan mesin press karet konvensional dibenarkan oleh peningkatan terukur pada beberapa metrik kualitas dan produksi. Keuntungan ini menjadi sangat signifikan ketika memproduksi suku cadang presisi dengan toleransi dimensi yang ketat, geometri yang kompleks, atau sifat mekanik yang kritis terhadap kinerja.
- Penghapusan porositas dan rongga: Menghilangkan udara sebelum proses curing mencegah pembentukan gelembung internal dan lubang permukaan yang mengurangi kekuatan tarik, perpanjangan, dan kinerja penyegelan bagian karet. Hal ini sangat penting terutama untuk cincin-O, diafragma, dan produk karet kelas medis di mana integritas internal tidak dapat dinegosiasikan.
- Penyempurnaan permukaan akhir: Kondisi vakum memungkinkan kompon karet mengalir lebih sempurna ke dalam detail cetakan yang halus, menghasilkan tepian yang lebih tajam, teks timbul atau logo yang lebih bersih, dan permukaan keseluruhan yang lebih halus tanpa noda udara yang terperangkap.
- Sifat mekanik yang lebih konsisten: Kepadatan yang seragam di seluruh bagian yang diawetkan berarti nilai kekerasan, kekuatan tarik, dan kompresi yang konsisten di seluruh batch — penting untuk suku cadang yang digunakan dalam penyegelan, isolasi getaran, atau aplikasi penahan beban.
- Mengurangi tingkat scrap dan pengerjaan ulang: Cacat yang ditemukan saat inspeksi memerlukan pengerjaan ulang atau penghapusan seluruh bagian. Vulkanisasi vakum secara substansial mengurangi kejadian lepuh, porositas, dan cacat short-shot, menurunkan tingkat sisa serta biaya material dan tenaga kerja yang terkait.
- Kompatibilitas dengan senyawa yang peka terhadap kelembapan: Beberapa formulasi karet khusus, khususnya karet silikon dan senyawa EPDM tertentu, sangat rentan terhadap permukaan melepuh yang disebabkan oleh sisa kelembapan. Pemrosesan vakum secara andal menghilangkan mode kegagalan ini tanpa memerlukan langkah pengeringan tambahan.
- Ikatan yang lebih baik pada rakitan karet-ke-logam dan karet-ke-kain: Ketika karet divulkanisasi langsung ke sisipan logam atau substrat kain, udara yang terperangkap di antarmuka mencegah adhesi penuh. Evakuasi vakum sebelum pengepresan memastikan kontak yang erat antara karet dan substrat, menghasilkan ikatan yang lebih kuat dan lebih andal.
Industri dan Produk Yang Mengandalkan Vulkanisir Vakum
Mesin vulkanisir karet vakum melayani berbagai industri di mana kualitas produk karet secara langsung mempengaruhi keselamatan, keandalan, atau kepatuhan terhadap peraturan. Sektor-sektor berikut mewakili bidang penerapan yang paling signifikan.
Penyegelan dan Gasket Otomotif
Komponen karet otomotif termasuk seal pintu, seal saluran jendela, gasket mesin, dan diafragma sistem rem diproduksi dengan vulkanisir vakum untuk memastikan konsistensi dimensi dan tidak adanya rongga internal yang dapat mengakibatkan kebocoran atau kegagalan dini. Filosofi kualitas tanpa cacat dalam industri otomotif menjadikan pemrosesan vakum wajib secara efektif untuk komponen penyegelan yang sangat penting bagi keselamatan yang dipasok ke OEM besar.
Aplikasi Medis dan Farmasi
Komponen silikon dan karet kelas medis — termasuk alat penyedot jarum suntik, membran katup, masker pernapasan, dan pipa — harus memenuhi standar kemurnian dan integritas struktural yang ketat. Vulkanisasi vakum menghilangkan risiko kontaminasi yang terkait dengan udara yang terperangkap sekaligus memastikan kehalusan permukaan dan keakuratan dimensi yang diperlukan untuk produk biokompatibel. Banyak standar perangkat medis yang secara implisit memerlukan pemrosesan vakum sebagai bagian dari praktik manufaktur yang baik untuk komponen karet cetakan.
Manufaktur Sol Alas Kaki
Dalam industri alas kaki, mesin vulkanisir vakum digunakan untuk memproduksi sol karet dengan definisi tapak yang tajam, kepadatan yang konsisten, dan daya rekat yang kuat pada bahan bagian atas. Fungsi vakum sangat berguna saat mencetak sol luar dengan profil tebal di mana jebakan udara di rongga tapak yang dalam merupakan tantangan yang terus-menerus terjadi dalam pengepresan konvensional. Mesin vulkanisir vakum tipe carousel banyak digunakan di pabrik alas kaki bervolume tinggi di Asia untuk aplikasi ini.
Segel Dirgantara dan Pertahanan
Segel karet dan cincin-O yang digunakan dalam sistem hidrolik ruang angkasa, sistem bahan bakar, dan pengendalian lingkungan harus memenuhi toleransi yang sangat ketat pada kekerasan, set kompresi, dan keseragaman internal. Vulkanisir vakum adalah praktik standar untuk komponen-komponen ini karena konsekuensi kegagalan segel dalam servis sangat parah. Spesifikasi karet kelas ruang angkasa sering kali secara eksplisit mewajibkan pencetakan vakum sebagai bagian dari proses manufaktur yang disetujui.
Faktor Kunci yang Perlu Dievaluasi Saat Memilih Mesin
Memilih mesin vulkanisir karet vakum yang tepat untuk aplikasi produksi tertentu memerlukan penilaian sistematis terhadap persyaratan proses, volume produksi, dan pertimbangan operasional jangka panjang. Memprioritaskan harga pembelian terendah tanpa mengevaluasi total biaya kepemilikan sering kali menyebabkan masalah kualitas berulang dan biaya siklus hidup yang lebih tinggi.
- Ukuran pelat dan bukaan siang hari: Dimensi pelat kerja harus mengakomodasi cetakan terbesar yang ingin Anda jalankan, dengan margin yang memadai. Bukaan siang hari — celah maksimum antara pelat terbuka — harus cukup untuk tinggi cetakan ditambah jarak pelepasan bagian.
- Kekuatan penjepitan maksimum: Hitung gaya penjepitan yang diperlukan dengan mengalikan luas proyeksi rongga cetakan dengan tekanan cetakan yang diperlukan (biasanya 5 hingga 20 MPa tergantung pada kompon karet dan geometri bagian). Tonase terukur alat berat harus melebihi angka ini.
- Tingkat vakum dan kapasitas pompa yang dapat dicapai: Pastikan mesin dapat mencapai -0,095 MPa atau lebih baik dan kapasitas pompa vakum disesuaikan dengan volume rongga cetakan sehingga tingkat vakum target tercapai dalam waktu tunggu yang dapat diterima.
- Kisaran suhu dan spesifikasi keseragaman: Pastikan suhu pengoperasian maksimum mencakup suhu pengeringan kompon karet Anda, dan mintalah data keseragaman suhu pelat yang terdokumentasi — idealnya ±2°C atau lebih baik di seluruh permukaan pelat.
- Sistem kontrol dan pencatatan data: Untuk produksi yang kritis terhadap kualitas, prioritaskan mesin dengan pencatatan data proses lengkap, manajemen resep, dan perekaman riwayat alarm. Kemampuan ini mendukung persyaratan ISO dan sistem mutu spesifik industri serta menyederhanakan analisis akar penyebab ketika terjadi kerusakan.
- Dukungan purna jual dan ketersediaan suku cadang: Sistem vakum, komponen hidrolik, dan elemen pemanas semuanya memerlukan perawatan berkala dan penggantian pada akhirnya. Konfirmasikan bahwa produsen atau agen lokal mereka dapat segera memasok suku cadang penting, dan tinjau ketentuan garansi dan ketersediaan teknisi servis di lokasi sebelum berkomitmen pada pemasok.
Praktik Perawatan yang Melindungi Kinerja Mesin
Mesin vulkanisir karet vakum yang dirawat dengan baik memberikan kualitas yang konsisten dan masa pakai yang lebih lama. Mengabaikan perawatan rutin pada sistem vakum dan hidrolik khususnya menyebabkan penurunan kinerja bertahap yang sering salah didiagnosis sebagai masalah proses atau material dan bukan masalah mesin.
- Periksa dan ganti oli pompa vakum pada interval yang ditentukan pabrikan — biasanya setiap 500 hingga 1.000 jam pengoperasian — karena kontaminasi oli secara signifikan mengurangi efisiensi pompa dan tingkat vakum yang dapat dicapai.
- Periksa gasket penyegel cetakan dan cincin-O sebelum setiap produksi dijalankan dan segera ganti ketika keausan, set kompresi, atau kerusakan terdeteksi, karena kebocoran segel kecil pun mencegah tercapainya tingkat vakum target.
- Verifikasi keseragaman suhu pelat secara berkala menggunakan pengukuran termokopel multi-titik yang dikalibrasi, dan kalibrasi ulang pengontrol suhu PID jika penyimpangan melebihi spesifikasi.
- Pantau kondisi oli hidrolik dan status filter, ganti filter dan cairan sesuai jadwal perawatan untuk mencegah keausan katup dan kebocoran silinder yang dapat menyebabkan inkonsistensi gaya penjepit.
- Jaga permukaan pelat tetap bersih dan bebas dari penumpukan sisa karet, karena residu yang terakumulasi menyebabkan kontak yang tidak merata dengan cetakan dan menyebabkan variasi tekanan dan suhu lokal yang menurunkan kualitas komponen.