Apa yang Membuat Cetakan Injeksi LSR Berbeda Secara Mendasar
Cetakan injeksi karet silikon cair (LSR) adalah proses manufaktur presisi yang berbeda dari cetakan injeksi termoplastik konvensional di hampir setiap parameter kritis. Jika cetakan termoplastik menyuntikkan bahan yang dipanaskan ke dalam cetakan yang didinginkan untuk mengeras, cetakan LSR melakukan yang sebaliknya: senyawa silikon cair dua komponen yang dingin disuntikkan ke dalam cetakan yang dipanaskan di mana ia mengalami reaksi pengikatan silang adisi-cure dan secara permanen divulkanisasi menjadi bagian elastomer yang fleksibel dan tahan lama. Inversi termal ini—injeksi dingin ke dalam cetakan panas—mendefinisikan keseluruhan arsitektur mesin, filosofi desain cetakan, dan strategi pengendalian proses yang diperlukan untuk keberhasilan produksi LSR. Memahami pembalikan mendasar ini adalah titik awal bagi siapa pun yang menentukan, mengoperasikan, atau merancang mesin cetak injeksi LSR.
Senyawa LSR disediakan sebagai sistem dua bagian: Bagian A berisi polimer dasar dengan katalis platinum, dan Bagian B berisi paket pengikat silang dan inhibitor. Kedua komponen ini disimpan secara terpisah untuk mencegah pengeringan dini, diukur dalam rasio 1:1 oleh sistem takaran mesin, dicampur dalam mixer statis segera sebelum injeksi, dan dikirim ke cetakan dalam aliran yang dikontrol secara termal dan sangat terkontrol. Seluruh sistem penanganan material dan injeksi harus dijaga pada suhu antara 5°C dan 25°C untuk mencegah gelasi dini, sementara cetakan secara bersamaan beroperasi pada suhu 150°C hingga 220°C untuk mendorong penyembuhan penuh secara cepat. Mengelola kontras termal di seluruh mesin dan cetakan merupakan tantangan teknik utama cetakan injeksi LSR.
Komponen Inti Mesin Cetak Injeksi LSR
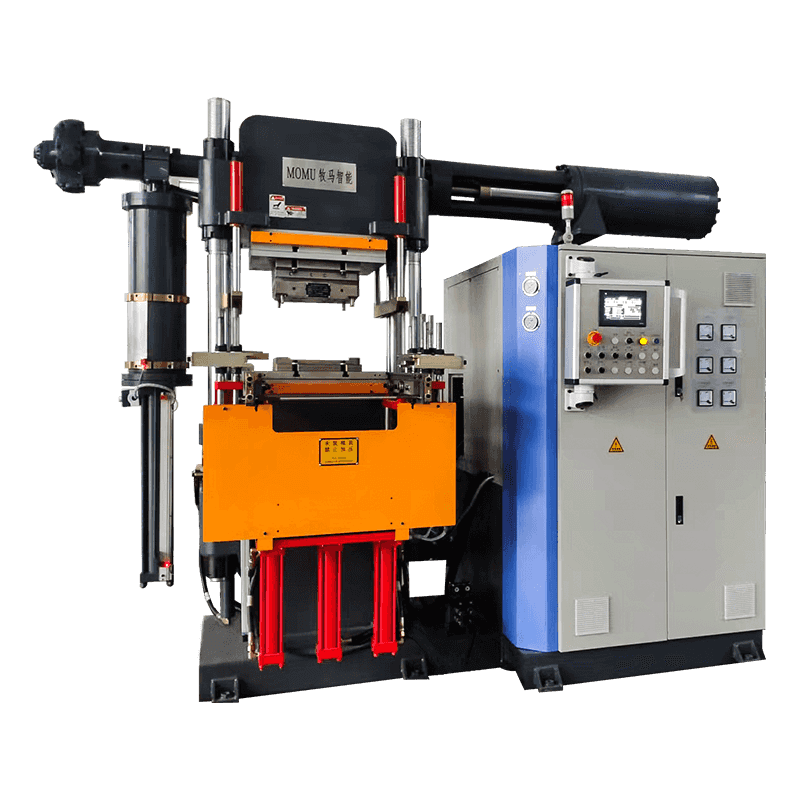
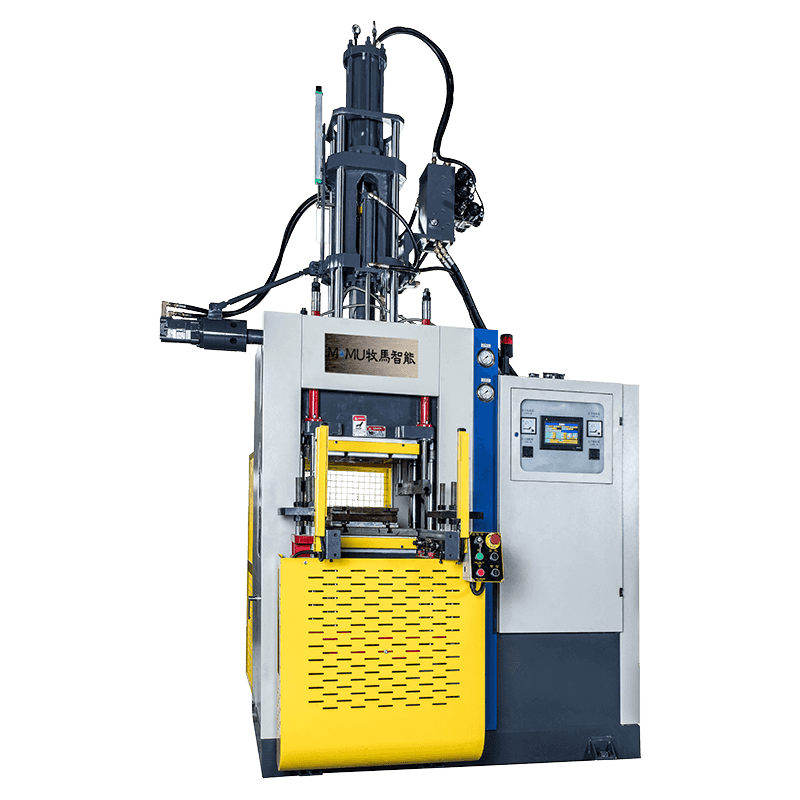
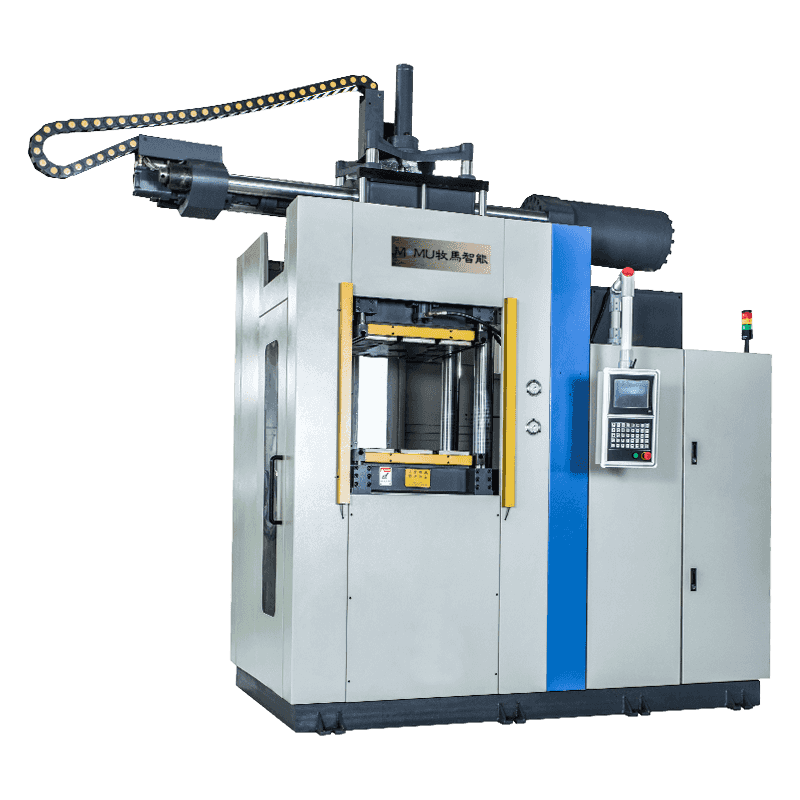
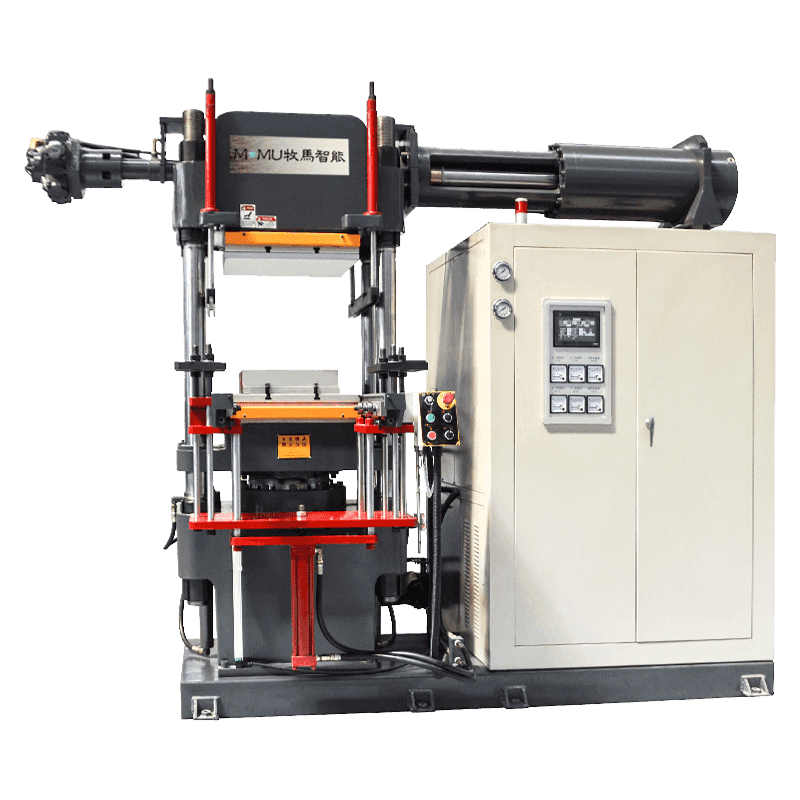
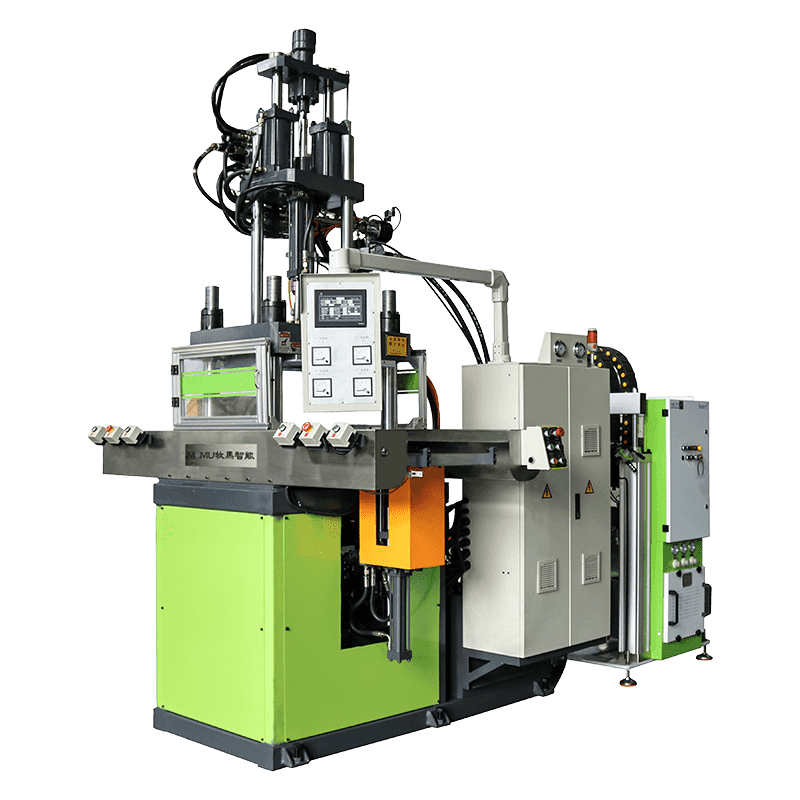
Sebuah Mesin cetak injeksi LSR adalah sistem terintegrasi yang terdiri dari beberapa subsistem yang harus bekerja dalam koordinasi yang tepat untuk menghasilkan kualitas komponen yang konsisten. Berbeda dengan mesin injeksi termoplastik standar di mana laras dan sekrup melakukan plastisisasi dan injeksi, unit injeksi mesin LSR dibuat khusus untuk menangani cairan dua komponen dengan viskositas rendah dan sensitif terhadap panas. Setiap subsistem memainkan peran spesifik dan tidak dapat digantikan dalam proses tersebut.
Sistem Pengukuran dan Dosis Dua Komponen
Sistem pengukuran mengambil Bagian A dan Bagian B dari drum atau ember pasokan menggunakan pelat pengikut yang menjaga tekanan konstan pada permukaan material dan mencegah masuknya udara. Pompa roda gigi presisi atau pompa pengukur tipe piston menyalurkan kedua komponen secara bersamaan dengan rasio volumetrik 1:1 yang dikontrol secara tepat, dengan akurasi rasio biasanya dijaga dalam kisaran ±1% untuk memastikan kepadatan ikatan silang dan kekerasan akhir yang konsisten. Banyak sistem juga menggabungkan jalur takaran pigmen—aliran pengukuran ketiga yang memasukkan masterbatch warna atau aditif fungsional ke dalam kepala pencampur dengan rasio yang dapat diprogram, memungkinkan produksi multi-warna atau takaran aditif tanpa persiapan senyawa manual. Sensor tekanan dan pengukur aliran di seluruh sirkuit takaran memberikan umpan balik waktu nyata yang memicu alarm dan mesin berhenti jika penyimpangan rasio atau anomali aliran terdeteksi.

Sistem Pencampuran Statis dan Cold Runner
Setelah pengukuran, kedua komponen melewati mixer statis sekali pakai—tabung yang berisi serangkaian elemen pencampur heliks yang secara progresif membagi dan menggabungkan kembali aliran material hingga tercapai pencampuran homogen yang sempurna, biasanya dalam 20 hingga 40 elemen pencampur tergantung pada viskositas senyawa dan kualitas campuran yang diinginkan. Senyawa campuran kemudian memasuki sistem cold runner di dalam cetakan, yang merupakan manifold yang diisolasi secara termal dan dipertahankan pada suhu dingin yang sama dengan barel injeksi—biasanya di bawah 20°C—menggunakan sirkuit pendingin air yang bekerja secara independen dari kontrol suhu cetakan panas. Cold runner mempertahankan LSR yang belum diawetkan di antara pengambilan gambar, mencegah pemborosan material dan memungkinkan de-gating otomatis karena cold runner sprue dan runner tetap cair dan ditarik kembali saat cetakan dibuka, sehingga tidak ada potongan runner yang diawetkan untuk dipotong atau didaur ulang.
Barel Injeksi dan Sekrup Bolak-balik
Laras injeksi menerima senyawa LSR campuran dari manifold cold runner dan menggunakan sekrup bolak-balik kompresi rendah untuk mengumpulkan sejumlah material dan menyuntikkannya ke dalam rongga cetakan. Tidak seperti sekrup termoplastik, yang dirancang untuk menghasilkan panas melalui geser, sekrup injeksi LSR memiliki rasio kompresi yang sangat rendah (biasanya 1:1 hingga 1,2:1) dan dirancang untuk mengalirkan material dengan pemanasan geser minimal untuk menghindari memicu penyembuhan dini pada laras. Seluruh rakitan barel dilapisi dengan pendingin air untuk menjaga suhu material di bawah ambang batas aktivasi katalis platinum. Keakuratan ukuran suntikan sangat penting dalam pencetakan LSR karena material memiliki viskositas yang sangat rendah dan akan menyala bahkan pada celah kecil jika volume tembakan melebihi volume rongga—tekanan injeksi tipikal untuk LSR berkisar antara 100 hingga 250 bar, jauh lebih rendah daripada tekanan injeksi termoplastik.
Prinsip Desain Cetakan Khusus untuk Pengolahan LSR
Desain cetakan LSR mengikuti prinsip-prinsip yang dalam banyak hal merupakan kebalikan dari desain cetakan termoplastik. Karena LSR menyusut sedikit saat proses curing (biasanya penyusutan linier 2-4% tergantung pada senyawa dan kondisi curing) dan memiliki viskositas yang sangat rendah dalam keadaan tidak diawetkan, cetakan harus dirancang dengan toleransi garis perpisahan yang lebih ketat, strategi ventilasi yang lebih agresif, dan arsitektur termal yang mendorong proses curing yang cepat dan seragam di seluruh rongga. Konstruksi cetakan biasanya menggunakan baja perkakas yang diperkeras pada tingkat P20 atau H13, dengan permukaan rongga dipoles hingga Ra 0,05 µm atau lebih baik untuk mencapai permukaan akhir yang diperlukan pada suku cadang LSR tingkat medis, optik, atau tingkat konsumen.
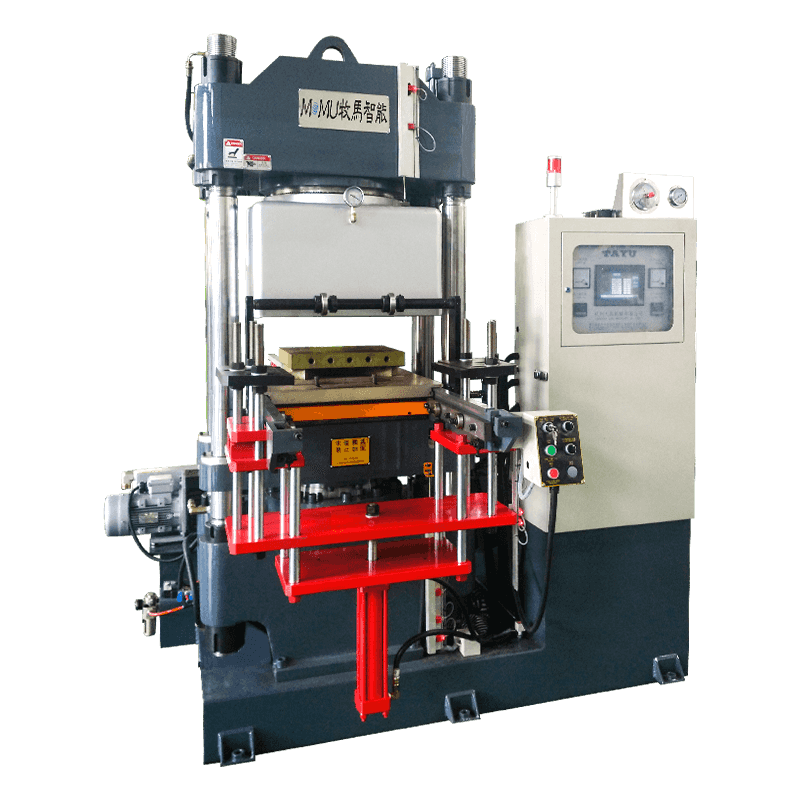
Toleransi Garis Perpisahan dan Pencegahan Flash
Viskositas LSR yang rendah—biasanya 50.000 hingga 300.000 mPa·s pada suhu injeksi—berarti LSR akan menembus celah sekecil 0,004 mm pada tekanan injeksi, menghasilkan kilatan yang sangat tipis, sulit dipangkas, dan tidak dapat diterima dalam aplikasi presisi. Permukaan garis perpisahan harus digerinda rata hingga 0,005 mm melintasi permukaan cetakan, dan gaya penjepit harus cukup untuk menahan garis perpisahan tetap tertutup terhadap tekanan rongga selama injeksi dan perawatan. Gaya penjepitan yang diperlukan dihitung berdasarkan luas bagian yang diproyeksikan dan tekanan rongga puncak, dengan faktor keamanan tipikal yang diterapkan sebesar 1,5 hingga 2. Untuk cetakan LSR multi-rongga yang memproduksi komponen medis kecil, gaya penjepitan sebesar 50 hingga 150 ton adalah hal yang umum bahkan untuk mesin dengan ukuran suntikan yang sederhana.
Strategi Ventilasi untuk Evakuasi Udara
Udara yang terperangkap dalam rongga cetakan LSR tidak dapat keluar melalui material seperti pada beberapa proses termoplastik di mana gas diserap ke dalam lelehan. Udara yang terperangkap di LSR menghasilkan rongga, pengisian tidak lengkap, dan cacat permukaan yang terutama terlihat pada senyawa LSR transparan atau tembus cahaya. Dua strategi ventilasi digunakan dalam desain cetakan LSR: ventilasi pasif melalui ventilasi garis perpisahan tanah presisi dengan kedalaman 0,003 hingga 0,005 mm yang ditempatkan di lokasi pengisian terakhir, dan ventilasi vakum aktif di mana pompa vakum mengevakuasi rongga cetakan yang tertutup melalui saluran ventilasi khusus segera sebelum injeksi. Pencetakan LSR berbantuan vakum wajib dilakukan untuk bagian geometri kompleks, dinding tipis di bawah 0,5 mm, atau aplikasi yang persyaratan kualitasnya tidak mengandung rongga kosong, seperti pada komponen medis implan.
Desain Termal dan Tata Letak Sistem Pemanas
Temperatur cetakan yang seragam sangat penting untuk tingkat pengeringan yang konsisten di semua rongga, khususnya pada perkakas multi-rongga di mana variasi suhu antar rongga menghasilkan komponen dengan kekerasan, penyusutan, dan sifat mekanik yang berbeda. Pemanas kartrid listrik adalah metode pemanasan paling umum untuk cetakan LSR, dipasang dalam pola lokasi yang tepat sehingga mencapai keseragaman suhu dalam ±3°C di seluruh permukaan rongga bila diukur pada kondisi produksi kondisi stabil. Pengontrol suhu cetakan yang didedikasikan untuk tugas LSR menjaga akurasi titik setel ±1°C dan merespons dengan cepat ekstraksi panas yang disebabkan oleh penyuntikan LSR dingin ke permukaan cetakan panas setiap siklus. Penempatan termokopel dalam jarak 5 mm dari permukaan rongga—bukan di dasar cetakan—memberikan umpan balik suhu rongga yang lebih representatif dan kontrol yang lebih ketat.
Parameter Proses Utama dan Pengaruhnya terhadap Kualitas Bagian
Mengontrol proses pencetakan injeksi LSR untuk menghasilkan komponen yang konsisten dan bebas cacat memerlukan pemahaman bagaimana setiap parameter proses memengaruhi hasil akhir. Tabel berikut merangkum parameter-parameter penting, rentang operasi tipikalnya, dan atribut kualitas yang paling dipengaruhinya:
| Parameter | Kisaran Khas | Efek Kualitas Primer |
| Suhu Cetakan | 150–220°C | Kelengkapan penyembuhan, waktu siklus, penyusutan |
| Kecepatan Injeksi | Kecepatan sekrup 10–80 mm/s | Isi saldo, jebakan udara, risiko kilat |
| Tekanan Injeksi | 100–250 batang | Pengisian rongga, garis perpisahan berkedip |
| Waktu Penyembuhan | 15–90 detik | Sifat mekanik, sebagian mudah sobek |
| Suhu Bahan (barel) | 5–25°C | Kehidupan pot, pencegahan gelasi dini |
| Rasio Dosis (A:B) | 1:1 ± 1% | Kekerasan, kepadatan ikatan silang, set kompresi |
Waktu pengawetan sangat berpengaruh karena bagian LSR yang tidak dirawat dengan baik akan robek selama proses pembongkaran, sedangkan pengawetan berlebih secara signifikan akan membuang-buang waktu siklus tanpa meningkatkan sifat mekanis secara berarti setelah kepadatan ikatan silang penuh tercapai. Waktu pengeringan minimum untuk suhu cetakan tertentu ditetapkan melalui studi pengeringan di mana bagian-bagian dibongkar dengan interval yang semakin pendek dan diuji kekuatan sobek dan set kompresi hingga waktu pengeringan minimum yang dapat diterima diidentifikasi. Dalam produksi, margin keamanan sebesar 10–15% ditambahkan ke waktu pengeringan minimum untuk memperhitungkan variasi proses normal.
Merancang Suku Cadang LSR untuk Kemampuan Cetakan dan Kinerja
Desain bagian untuk cetakan injeksi LSR memerlukan pertimbangan kombinasi unik material antara elastisitas tinggi, modulus rendah, dan penyusutan pengawetan yang signifikan. Beberapa aturan desain berlaku khusus untuk LSR yang berbeda dari pedoman desain karet silikon termoplastik dan cetakan kompresi:
- Keseragaman ketebalan dinding: LSR mengalir dengan mudah menjadi bagian-bagian yang tipis, namun ketebalan dinding yang sangat tidak seragam menghasilkan tingkat penyembuhan yang berbeda-beda dan tegangan sisa yang menyebabkan lengkungan setelah pembongkaran. Mempertahankan variasi ketebalan dinding dalam rasio maksimum 3:1—dan idealnya 2:1—di seluruh bagian akan meminimalkan efek ini. Transisi antara bagian tebal dan tipis harus dilakukan secara bertahap dengan radius, bukan secara tiba-tiba.
- Sudut rancangan untuk demolding: Meskipun elastisitas LSR yang tinggi berarti LSR dapat diregangkan pada bagian bawah dan dikeluarkan dari cetakan, sudut tarikan 3° hingga 5° per sisi pada dinding bagian dalam mengurangi gaya pembongkaran yang diperlukan dan memperpanjang umur cetakan. Untuk permukaan bertekstur atau terikat, disarankan untuk menggunakan sudut aliran udara yang lebih tinggi yaitu 5° hingga 10° untuk mencegah robeknya tekstur permukaan selama pengeluaran sebagian.
- Lokasi dan ukuran gerbang: Gerbang LSR harus ditempatkan pada bagian penampang paling tebal untuk memungkinkan material mengalir dari tebal ke tipis, sehingga mengurangi risiko tembakan pendek pada fitur halus. Gerbang terowongan dan gerbang pin dapat dibuka sendiri dengan rapi di LSR karena pemulihan elastis material, menjadikannya lebih disukai daripada gerbang tepi yang meninggalkan bekas saksi yang memerlukan pemangkasan manual.
- Kompensasi penyusutan dalam dimensi rongga: LSR menyusut 2–4% secara linier setelah pembongkaran dan pasca perawatan, dan dimensi rongga harus diperbesar sesuai penyusutan yang diharapkan untuk mencapai dimensi bagian target. Penyusutan bervariasi berdasarkan durometer senyawa, suhu pengerasan, dan geometri komponen, sehingga uji coba alat awal sangat penting untuk mengkalibrasi penyusutan aktual untuk setiap senyawa tertentu dan desain cetakan sebelum alat diselesaikan.
Cacat Umum pada Cetakan LSR dan Akar Penyebabnya
Bahkan dengan cetakan yang dirancang dengan baik dan mesin yang dikonfigurasi dengan benar, cetakan injeksi LSR rentan terhadap serangkaian cacat berulang yang memerlukan diagnosis sistematis dan penyesuaian proses untuk mengatasinya. Mengidentifikasi akar penyebab setiap cacat—baik terletak pada mesin, cetakan, material, atau parameter proses—sangat penting untuk menerapkan tindakan perbaikan yang efektif daripada menutupi gejala dengan perubahan parameter kompensasi.
- Kilatan: Cacat LSR yang paling umum, disebabkan oleh tekanan injeksi yang berlebihan, gaya penjepitan yang tidak mencukupi, permukaan garis perpisahan yang aus atau tidak dapat ditoleransi, atau defleksi cetakan di bawah tekanan rongga. Tindakan korektif meliputi verifikasi kecukupan gaya penjepit, penggerindaan ulang permukaan garis perpisahan, pengurangan kecepatan dan tekanan injeksi, serta pemeriksaan kerataan pelat cetakan dan kondisi pilar penyangga.
- Bidikan pendek dan pengisian tidak lengkap: Disebabkan oleh volume tembakan yang tidak mencukupi, ventilasi yang tersumbat, terperangkapnya udara, atau material yang sebagian menjadi gel di dalam laras atau pelari dingin karena perubahan suhu. Memeriksa dan membersihkan saluran ventilasi, memverifikasi suhu laras dan saluran dingin, dan sedikit meningkatkan volume tembakan adalah langkah diagnostik pertama.
- Robek saat demolding: Menunjukkan proses pengeringan yang kurang karena waktu pengeringan yang tidak mencukupi atau suhu cetakan yang rendah. Memperpanjang waktu tunggu atau menaikkan suhu cetakan sebesar 5–10°C dapat mengatasi sebagian besar masalah robekan. Robekan yang terus-menerus pada geometri kompleks mungkin mengindikasikan masalah desain cetakan di mana geometri bagian menciptakan konsentrasi tegangan selama ejeksi yang memerlukan modifikasi desain.
- Variasi kekerasan antar rongga: Disebabkan oleh suhu jamur yang tidak seragam di seluruh pelat rongga, yang menghasilkan tingkat penyembuhan yang berbeda di berbagai rongga. Pemetaan termokopel pada permukaan cetakan selama produksi mengidentifikasi zona panas dan dingin, dan penempatan pemanas atau penyesuaian distribusi daya dilakukan untuk mencapai keseragaman termal dalam spesifikasi.