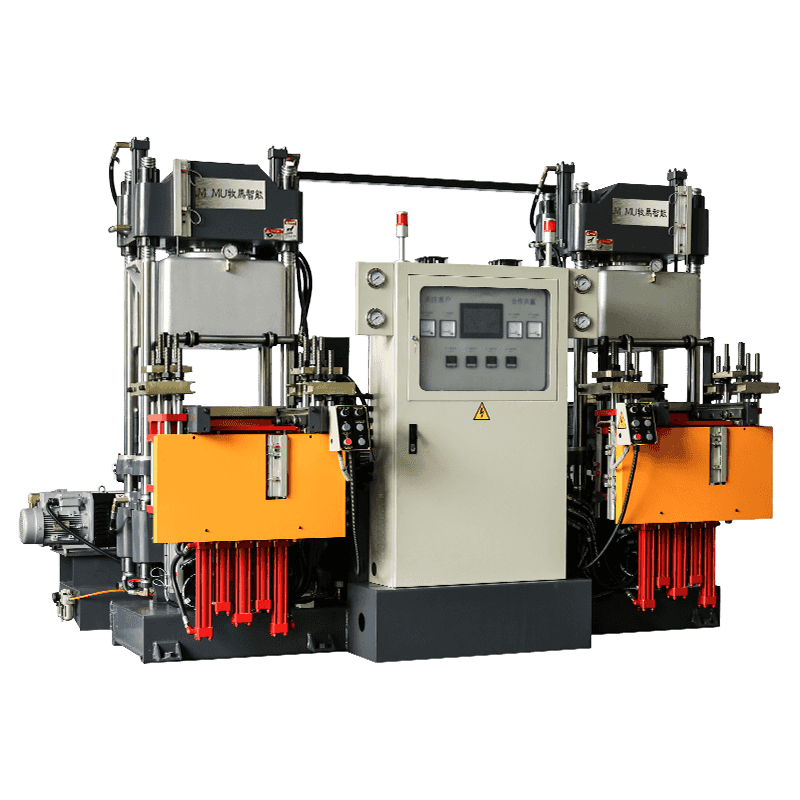
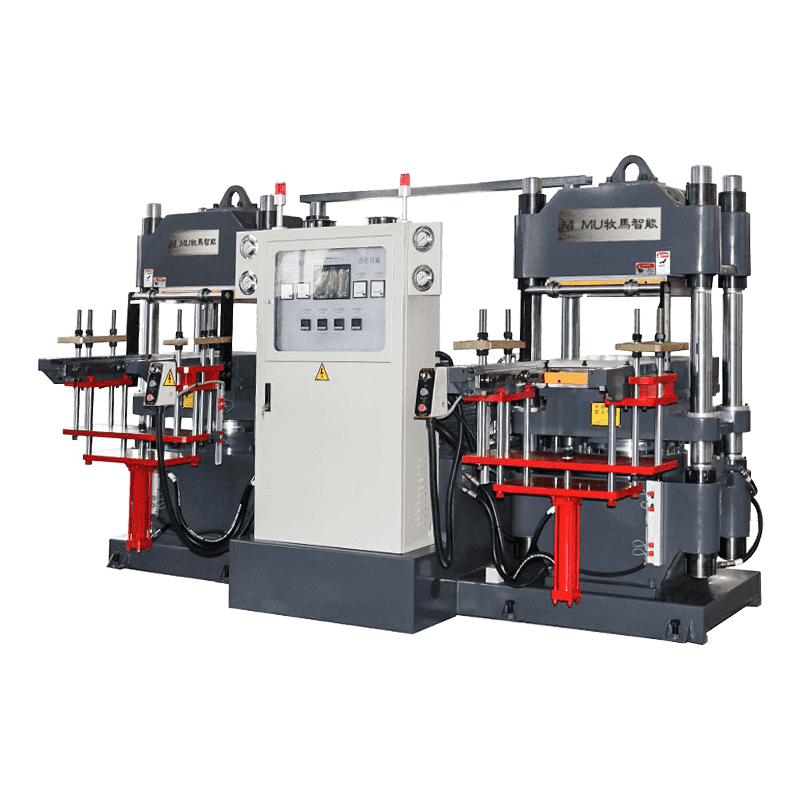
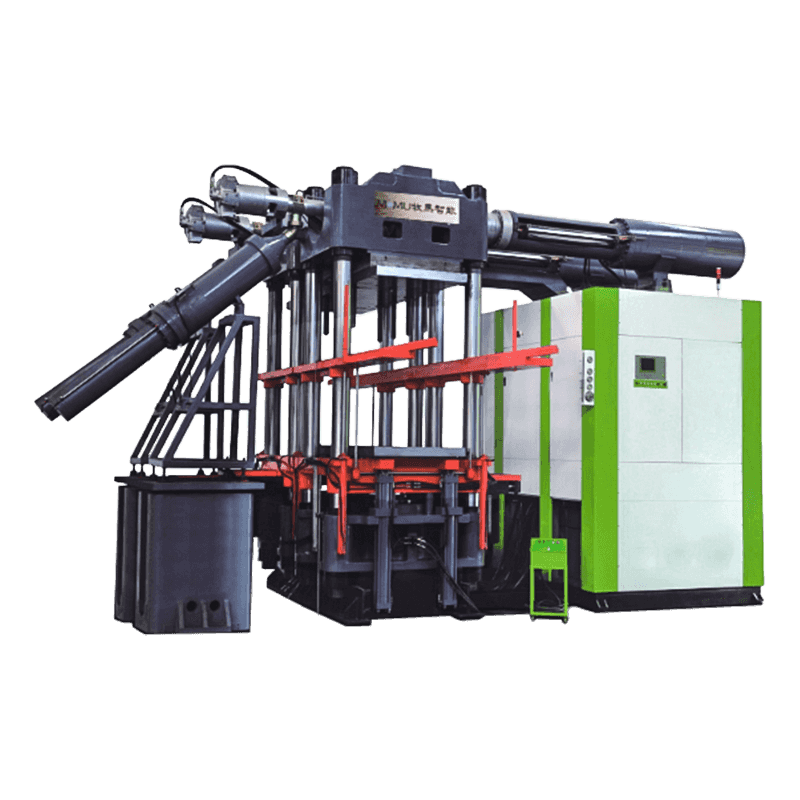
SEBUAHpa Itu Mesin Vulkanisir Karet Vakum
A mesin vulkanisir karet vakum adalah sistem pengepres industri yang menggabungkan panas, tekanan, dan lingkungan vakum terkendali untuk mengolah kompon karet menjadi bentuk akhir yang tahan lama. Vulkanisasi adalah proses kimia dimana karet mentah atau karet kompon diikat silang melalui panas dan bahan pengawet — biasanya belerang atau peroksida — mengubah bahan yang lembut dan lentur menjadi produk yang kuat, elastis, dan stabil secara termal. Penambahan vakum pada proses ini membedakan mesin ini dari pengepres karet standar: dengan mengevakuasi udara dan gas yang mudah menguap dari rongga cetakan sebelum dan selama proses pengawetan, mesin menghilangkan porositas, perangkap udara, dan cacat rongga yang akan membahayakan integritas struktural dan kualitas permukaan bagian karet jadi.
Teknologi ini diadopsi secara luas di berbagai industri di mana komponen karet harus memenuhi standar yang ketat dalam hal keseragaman kepadatan, penyelesaian permukaan, akurasi dimensi, dan kinerja mekanis. Dari segel otomotif dan gasket ruang angkasa hingga suku cadang silikon kelas medis dan diafragma industri presisi, mesin vulkanisir vakum menghasilkan barang-barang karet yang tidak dapat ditandingi oleh metode pengepresan panas standar dalam hal konsistensi atau kualitas bebas cacat.
Cara Kerja Proses Vulkanisasi Vakum
Siklus pengoperasian mesin vulkanisir karet vakum mengikuti serangkaian tahapan yang diurutkan dengan cermat, yang masing-masing memainkan peran penting dalam mencapai penyembuhan bebas cacat. Memahami urutan ini membantu operator dan insinyur mengoptimalkan parameter proses untuk kompon karet dan geometri cetakan tertentu.
Pemuatan Cetakan dan Penutupan Awal
Prosesnya dimulai dengan menempatkan kompon karet yang belum diawetkan — baik sebagai bentuk awal, lembaran, atau suntikan yang diberikan dengan injeksi — ke dalam rongga cetakan. Cetakan kemudian ditutup hingga tekanan awal yang menahan karet pada posisinya tanpa menerapkan gaya pengawetan penuh. Pada tahap ini, cetakan belum tertutup rapat dan sistem vakum belum diaktifkan.
Evakuasi Vakum
Setelah cetakan mencapai posisi tertutup awal, pompa vakum akan aktif dan menarik udara keluar dari rongga cetakan melalui saluran evakuasi khusus yang dimasukkan ke dalam cetakan atau pelat. Tingkat vakum target biasanya berkisar antara -0,08 MPa hingga -0,098 MPa (sekitar 95–99% vakum), dan fase evakuasi berlangsung antara 15 dan 90 detik tergantung pada volume cetakan dan jenis senyawa. Langkah ini menghilangkan udara terlarut dalam kompon karet, membersihkan kelembapan, dan menghilangkan produk sampingan yang mudah menguap yang dapat membentuk gelembung atau rongga selama proses pengawetan.
Aplikasi dan Penyembuhan Tekanan Penuh
Dengan kondisi vakum yang terjaga, mesin press menerapkan tekanan penjepitan penuh — biasanya antara 10 dan 25 MPa tergantung pada spesifikasi produk — sementara pelat yang dipanaskan membawa cetakan ke suhu pengeringan target, biasanya antara 150°C dan 200°C untuk sebagian besar senyawa yang diawetkan dengan sulfur. Kombinasi panas dan tekanan memulai dan mendorong reaksi ikatan silang dalam matriks karet. Waktu pengeringan bervariasi dari beberapa menit untuk bagian yang tipis hingga lebih dari satu jam untuk bagian yang tebal atau rumit. Sepanjang fase ini, ruang hampa terus menekan migrasi gas sisa.

Pelepasan Tekanan dan Demolding
Setelah siklus pengeringan selesai, mesin press melepaskan tekanan penjepit, ruang hampa dilepaskan, dan cetakan dibuka. Bagian karet yang diawetkan dilepas — biasanya dibantu dengan pin ejektor atau udara bertekanan — dan menjalani pemeriksaan pasca perawatan. Pemangkasan kilat, jika diperlukan, dilakukan sebelum bagian tersebut dilanjutkan ke kontrol kualitas dan pengemasan.
Keunggulan Inti Vulkanisasi Vakum Dibandingkan Metode Pengepresan Panas Standar
Lingkungan vakum secara mendasar mengubah kualitas hasil pengawetan karet. Produsen yang beralih dari vulkanisasi konvensional dengan mesin press panas ke sistem berbantuan vakum secara konsisten melaporkan peningkatan terukur di berbagai metrik kualitas dan produktivitas:
- Penghapusan porositas dan inklusi udara: Udara yang terperangkap di dalam kompon karet selama pencampuran dan pembentukan menciptakan rongga yang mengurangi kekuatan tarik, ketahanan sobek, dan kapasitas menahan tekanan. Evakuasi vakum menghilangkan kantong udara ini sebelum terkunci di dalam struktur yang diawetkan, sehingga menghasilkan komponen dengan kepadatan dan keseragaman mekanis yang jauh lebih tinggi.
- Permukaan akhir yang unggul: Tanpa udara terperangkap di antarmuka permukaan cetakan, karet mengalir dengan bersih ke setiap detail rongga, menghasilkan tepi yang lebih tajam, reproduksi huruf atau tekstur yang lebih bersih, dan lapisan kulit yang halus dan bebas cacat sehingga mengurangi kebutuhan penyelesaian sekunder.
- Konsistensi dimensi yang ditingkatkan: Proses pengawetan dengan bantuan vakum memastikan karet mengisi rongga cetakan secara seragam dalam kondisi terkendali, mengurangi variasi ketebalan dan penyebaran dimensi bagian-ke-bagian — suatu persyaratan penting untuk aplikasi penyegelan yang toleransinya ketat.
- Performa lebih baik dengan senyawa yang sensitif terhadap kelembapan: Karet silikon, EPDM, dan senyawa khusus tertentu sensitif terhadap kontaminasi kelembapan selama proses pengawetan. Lingkungan vakum menghilangkan kelembapan sebelum dapat menyebabkan permukaan melepuh, perubahan warna, atau pengeringan tidak sempurna di zona yang terkena dampak.
- Mengurangi tingkat scrap dan pengerjaan ulang: Dengan menghilangkan penyebab utama cacat internal dan permukaan, vulkanisasi vakum secara signifikan mengurangi proporsi suku cadang yang gagal dalam pemeriksaan, sehingga menurunkan limbah material dan biaya tenaga kerja pengerjaan ulang.
- Kompatibilitas dengan geometri kompleks: Rongga yang dalam, dinding tipis, potongan bawah, dan saluran internal yang rumit akan terisi dengan lebih andal ketika cetakan berada dalam kondisi vakum, karena tidak ada tekanan udara yang bersaing untuk menahan aliran karet ke area terlarang.
Industri dan Aplikasi Yang Mengandalkan Mesin Vulkanisir Karet Vakum
Permintaan akan mesin vulkanisir vakum mencakup berbagai industri, masing-masing industri memiliki persyaratan kinerja spesifik yang menjadikan proses vakum sangat disukai atau diwajibkan secara teknis:
| Industri | Produk Khas | Persyaratan Utama |
| Otomotif | Segel pintu, gasket, O-ring, ring | Presisi dimensi, porositas nol |
| Luar angkasa | Segel sistem bahan bakar, peredam getaran | Struktur bebas cacat, keandalan tinggi |
| Alat Kesehatan | Implan silikon, diafragma, tabung | Kemurnian, kualitas permukaan, biokompatibilitas |
| Elektronik | Keypad, konektor, enkapsulasi | Reproduksi detail halus, konsistensi |
| Peralatan Industri | Diafragma pompa, roller, bagian konveyor | Daya tahan mekanis, kepadatan seragam |
| Alas kaki | Outsole karet, komponen tumit | Permukaan akhir, ketahanan abrasi |
| Energi / Minyak & Gas | Segel, pengemas, selongsong bertekanan tinggi | Integritas tekanan, ketahanan kimia |
Di sektor-sektor seperti ruang angkasa dan peralatan medis, vulkanisasi vakum bukan hanya sekedar preferensi kualitas — namun merupakan persyaratan sertifikasi. Standar peraturan yang mengatur komponen karet di bidang ini mewajibkan struktur internal bebas cacat yang hanya dapat dicapai melalui proses pengawetan dengan bantuan vakum.
Spesifikasi Teknis Utama yang Perlu Dievaluasi Saat Memilih Mesin
Memilih mesin vulkanisir karet vakum yang tepat memerlukan evaluasi yang cermat terhadap spesifikasi mekanis dan kontrol proses. Parameter berikut memiliki dampak paling langsung terhadap kemampuan produksi dan kualitas produk:
Ukuran dan Konfigurasi Pelat
Dimensi pelat menentukan tapak cetakan maksimum yang dapat ditampung mesin. Ukuran pelat yang umum berkisar dari 300 × 300 mm untuk laboratorium atau produksi komponen kecil hingga 1.200 × 1.200 mm untuk komponen industri besar. Konfigurasi multi-siang hari — alat berat dengan tiga tingkat pelat atau lebih — memungkinkan proses pengerasan beberapa cetakan secara bersamaan, sehingga secara signifikan meningkatkan keluaran per siklus alat berat tanpa memerlukan ruang lantai tambahan.
Kekuatan Penjepit
Gaya penjepitan, dinyatakan dalam kilonewton (kN) atau ton, harus cukup untuk mempertahankan penutupan penuh cetakan terhadap tekanan internal yang dihasilkan oleh karet yang mengembang selama proses pengawetan. Gaya penjepitan yang tidak memadai mengakibatkan kilatan, pertumbuhan dimensi yang berlebihan, dan cacat pemisahan cetakan. Gaya penjepitan tipikal berkisar dari 100 kN untuk pengepresan kecil hingga lebih dari 10.000 kN untuk sistem industri format besar.
Kinerja Sistem Vakum
Kapasitas pompa vakum dan tingkat vakum yang dapat dicapai merupakan parameter penting. Pompa berkapasitas tinggi mencapai tingkat vakum target lebih cepat, sehingga mengurangi waktu siklus. Tingkat vakum harus dapat diverifikasi melalui alat pengukur yang dikalibrasi dengan kemampuan pencatatan data, khususnya bagi produsen yang memproduksi dengan standar kualitas dirgantara atau medis yang memerlukan catatan proses yang terdokumentasi untuk setiap lot produksi.
Keseragaman Suhu di Seluruh Pelat
Variasi suhu di seluruh permukaan pelat secara langsung menyebabkan tingkat pengerasan yang tidak merata di dalam cetakan. Praktik terbaik industri memerlukan keseragaman suhu dalam ±2°C di seluruh area pelat. Mesin yang dilengkapi dengan elemen pemanas yang dikategorikan secara independen dan pengontrol suhu PID loop tertutup menjaga keseragaman yang lebih ketat dibandingkan sistem zona tunggal, dan spesifikasi ini harus diverifikasi dengan data pengukuran aktual yang disediakan oleh pabrikan.
Sistem Pengendalian dan Pencatatan Data
Mesin vulkanisir vakum modern dilengkapi dengan pengontrol logika yang dapat diprogram (PLC) dan antarmuka manusia-mesin (HMI) layar sentuh yang memungkinkan operator menyimpan beberapa resep pengawetan, mengatur profil tekanan dan suhu multi-tahap, dan memantau parameter proses secara real-time. Kemampuan pencatatan data — mencatat suhu, tekanan, tingkat vakum, dan waktu siklus untuk setiap proses produksi — semakin dibutuhkan oleh sistem manajemen mutu yang beroperasi berdasarkan standar ISO atau IATF.
Senyawa Karet Umum yang Diproses dan Persyaratan Khususnya
Kompon karet yang berbeda berperilaku berbeda dalam kondisi vulkanisasi vakum, dan parameter proses mesin harus disesuaikan. Bahan yang paling sering diproses meliputi:
- Karet Alam (NR): Memerlukan suhu pengeringan sedang (150–160°C) dan mendapat manfaat signifikan dari vakum karena kecenderungannya menyerap kelembapan atmosfer selama penyimpanan senyawa. Evakuasi vakum mencegah permukaan melepuh akibat pelepasan uap selama proses pengawetan.
- Karet Silikon (VMQ/LSR): Silikon sangat sensitif terhadap kontaminasi dan kelembapan. Perawatan vakum pada dasarnya adalah praktik standar untuk komponen silikon medis dan food grade, di mana porositas atau cacat permukaan tidak dapat diterima. Suhu penyembuhan biasanya berkisar antara 160°C hingga 200°C.
- EPDM: Banyak digunakan dalam segel cuaca otomotif dan membran atap, senyawa EPDM melepaskan produk sampingan yang mudah menguap selama proses pengawetan yang menciptakan rongga internal tanpa bantuan vakum. Evakuasi vakum adalah standar untuk komponen penyegelan EPDM berkinerja tinggi.
- Karet Nitril (NBR): Digunakan secara luas pada seal dan O-ring tahan minyak, NBR mendapatkan manfaat dari pemrosesan vakum saat memproduksi suku cadang untuk sistem hidrolik dan pneumatik di mana struktur internal bebas rongga sangat penting untuk integritas tekanan.
- Karet Fluorokarbon (FKM/Viton): Senyawa penyegel berkinerja tinggi untuk lingkungan kimia dan suhu ekstrem. FKM mahal, sehingga tingkat kecacatan dalam pemrosesan non-vakum menjadi masalah biaya yang signifikan. Vulkanisasi vakum mengurangi tingkat kerusakan secara signifikan pada material ini.
Praktik Perawatan yang Melindungi Kinerja dan Umur Panjang Alat Berat
Mesin vulkanisir karet vakum merupakan investasi modal yang besar, dan pemeliharaan preventif yang konsisten sangat penting untuk melindungi investasi tersebut dan menjaga kualitas produksi selama masa operasional mesin. Praktik pemeliharaan berikut dianggap sebagai standar industri:
- Servis pompa vakum: Pompa vakum adalah komponen yang paling membutuhkan perawatan intensif. Pompa baling-baling putar bersegel oli memerlukan penggantian oli pada interval yang ditentukan oleh pabrikan — biasanya setiap 500 hingga 1.000 jam pengoperasian — dan kondisi oli harus diperiksa secara visual setiap hari. Oli pompa yang terkontaminasi mengurangi tingkat vakum yang dapat dicapai dan meningkatkan keausan pompa.
- Kalibrasi suhu pelat: Suhu permukaan pelat harus diverifikasi terhadap termokopel referensi yang dikalibrasi setidaknya setiap tiga bulan. Penyimpangan suhu yang disebabkan oleh penuaan elemen pemanas atau degradasi termokopel secara langsung mempengaruhi kualitas pengawetan dan dapat tidak terdeteksi tanpa pemeriksaan kalibrasi yang sistematis.
- Inspeksi sistem hidrolik: Periksa level dan kondisi cairan hidrolik setiap bulan. Periksa selang, fitting, dan segel silinder dari kebocoran pada setiap permulaan shift. Tekanan hidraulik harus diverifikasi berdasarkan spesifikasi terukur alat berat setiap tiga bulan menggunakan pengukur independen.
- Garis vakum dan integritas segel: Periksa semua saluran vakum, fitting, dan alur segel cetakan dari keretakan, penumpukan serpihan karet, atau degradasi segel. Bahkan kebocoran vakum kecil secara signifikan mengurangi tingkat vakum yang dapat dicapai dan mengganggu konsistensi proses.
- Pelumasan pelat dan kolom pemandu: Gunakan pelumas yang ditentukan pabrikan untuk memandu kolom, tie bar, dan permukaan geser pelat pada interval yang disarankan untuk mencegah goresan, pergerakan pelat yang tidak rata, dan keausan dini pada komponen yang dikerjakan dengan mesin presisi.
Menetapkan jadwal pemeliharaan preventif yang terdokumentasi — dengan catatan penyelesaian yang ditandatangani untuk setiap tugas — sangat disarankan bagi produsen yang beroperasi berdasarkan ISO 9001, IATF 16949, atau kerangka kerja manajemen mutu yang setara. Perawatan yang tepat tidak hanya memperpanjang masa pakai alat berat namun juga memastikan bahwa parameter proses yang dicatat selama validasi tetap mewakili kinerja alat berat sebenarnya sepanjang siklus hidup produksi.