Mesin cetak injeksi isolator mewakili kemajuan penting dalam produksi komponen listrik, khususnya untuk pembuatan bahan isolasi berkualitas tinggi yang digunakan dalam transmisi daya, sistem distribusi, dan berbagai aplikasi kelistrikan. Mesin khusus ini menggabungkan rekayasa presisi dengan teknologi pemrosesan polimer canggih untuk menciptakan komponen isolator yang memenuhi standar keselamatan listrik dan persyaratan kinerja yang ketat. Evolusi mesin-mesin ini telah mengubah cara produsen mendekati produksi isolator, memungkinkan volume keluaran yang lebih tinggi, konsistensi yang lebih baik, dan sifat material yang ditingkatkan yang penting untuk infrastruktur kelistrikan modern.
Permintaan global akan isolator listrik yang andal terus meningkat seiring dengan meluasnya jaringan listrik dan menjamurnya sistem energi terbarukan. Teknologi cetakan injeksi telah muncul sebagai metode manufaktur yang disukai karena kemampuannya menghasilkan geometri kompleks dengan akurasi dimensi yang sangat baik sambil mempertahankan sifat dielektrik penting yang diperlukan untuk isolasi listrik. Memahami kemampuan, kriteria pemilihan, dan pertimbangan operasional mesin ini sangat penting bagi produsen yang ingin mengoptimalkan proses produksi mereka dan menghadirkan produk isolator yang unggul ke pasar.
Memahami Teknologi Inti Dibalik Cetakan Injeksi Insulator
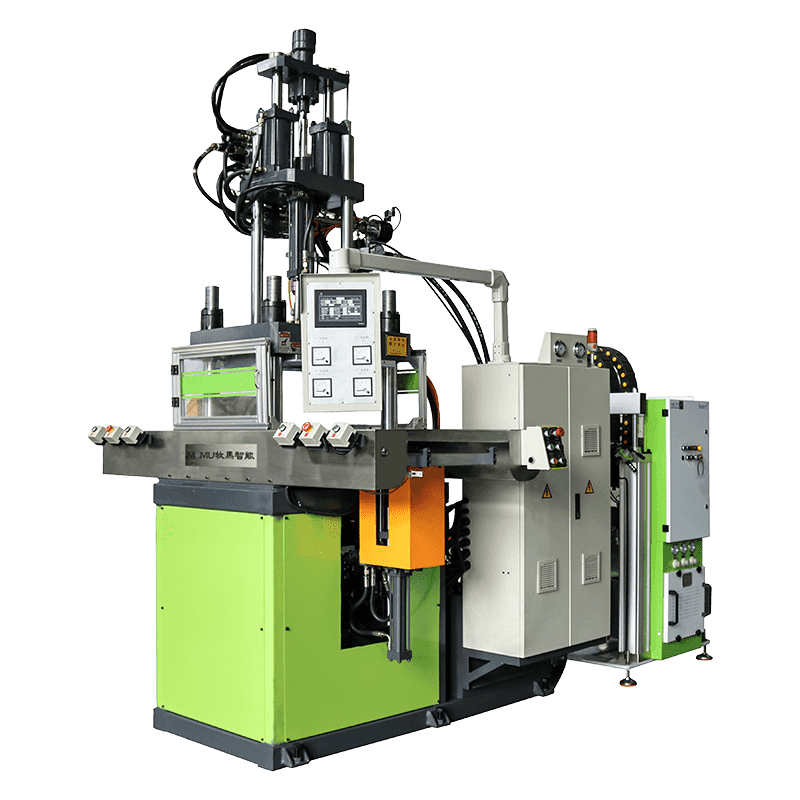
Mesin cetak injeksi isolator beroperasi berdasarkan prinsip dasar yang diadaptasi secara khusus untuk memproses bahan termoplastik dan termoset dengan sifat insulasi yang sangat baik. Prosesnya dimulai dengan bahan polimer mentah, biasanya resin epoksi, karet silikon, polietilen, atau senyawa khusus lainnya, dimasukkan ke dalam tong yang dipanaskan untuk dilebur dan dihomogenisasi. Bahan cair kemudian disuntikkan di bawah tekanan tinggi ke dalam cetakan rekayasa presisi yang menentukan bentuk akhir dan dimensi komponen isolator.
Apa yang membedakan mesin cetak injeksi isolator dari peralatan cetak injeksi standar adalah konfigurasi khusus mereka untuk menangani material dengan sifat listrik dan termal tertentu. Mesin ini menggabungkan sistem kontrol suhu presisi yang menjaga kondisi pemrosesan optimal untuk polimer isolasi, yang seringkali memiliki jendela pemrosesan sempit. Unit injeksi dirancang untuk menangani material dengan viskositas berbeda-beda dan mungkin mencakup fitur seperti degassing vakum untuk menghilangkan kantong udara yang dapat membahayakan kekuatan dielektrik.
Sistem penjepitan pada mesin ini harus memberikan kekuatan yang cukup untuk menjaga cetakan tetap tertutup selama injeksi sekaligus mengakomodasi karakteristik ekspansi termal bahan isolasi. Mesin modern biasanya dilengkapi sistem penggerak servo-hidraulik atau seluruhnya listrik yang menawarkan kontrol presisi terhadap kecepatan injeksi, tekanan, dan waktu penahanan—parameter yang secara langsung memengaruhi sifat kelistrikan, kekuatan mekanis, dan permukaan akhir produk akhir.
Bahan Utama Diproses dalam Cetakan Injeksi Insulator
Pemilihan bahan isolasi yang tepat merupakan hal mendasar bagi keberhasilan produksi isolator. Aplikasi yang berbeda memerlukan material dengan sifat ketahanan listrik, mekanik, dan lingkungan tertentu. Memahami material ini membantu produsen memilih konfigurasi mesin dan parameter pemrosesan yang tepat.
| Jenis Bahan | Aplikasi Utama | Properti Utama |
| Resin Epoksi | Insulator tegangan tinggi, bushing | Kekuatan dielektrik yang sangat baik, stabilitas termal |
| Karet Silikon | Insulator luar ruangan, aksesoris kabel | Tahan cuaca, hidrofobisitas, fleksibilitas |
| Polietilen (PE) | Isolasi kabel, komponen tegangan rendah | Kehilangan dielektrik rendah, tahan lembab |
| Senyawa BMC/DMC | Bagian pemutus sirkuit, switchgear | Resistensi busur, stabilitas dimensi |
Setiap kategori material memerlukan konfigurasi mesin dan parameter pemrosesan tertentu. Bahan termoset seperti resin epoksi dan senyawa BMC memerlukan mesin dengan desain sekrup khusus dan profil pemanas untuk memulai dan mengontrol proses pengawetan dalam cetakan. Bahan-bahan ini tidak dapat dicairkan kembali setelah diawetkan, sehingga pengendalian proses menjadi penting untuk meminimalkan limbah dan memastikan kualitas yang konsisten. Sebaliknya, bahan termoplastik seperti polietilen menawarkan fleksibilitas pemrosesan ulang namun memerlukan kontrol pendinginan yang tepat untuk mencapai kristalinitas dan sifat listrik yang optimal.
Spesifikasi Mesin Penting dan Kriteria Seleksi
Memilih mesin cetak injeksi isolator yang tepat memerlukan pertimbangan cermat terhadap berbagai spesifikasi teknis yang selaras dengan persyaratan produksi dan karakteristik produk. Gaya penjepit mewakili salah satu spesifikasi paling mendasar, biasanya berkisar antara 50 hingga 2000 ton untuk produksi isolator. Parameter ini harus cukup untuk melawan tekanan injeksi dan mencegah pemisahan cetakan, yang akan menyebabkan pembentukan kilatan dan ketidakakuratan dimensi. Gaya penjepitan yang diperlukan bergantung pada luas bagian yang diproyeksikan dan tekanan injeksi yang diperlukan untuk mengisi geometri kompleks.
Kapasitas injeksi dan ukuran suntikan menentukan jumlah maksimum material yang dapat diinjeksikan dalam satu siklus. Untuk pembuatan isolator, spesifikasi ini harus memperhitungkan tidak hanya volume komponen tetapi juga sistem runner dan potensi limbah apa pun. Mesin biasanya dipilih dengan pemanfaatan kapasitas tembakan 40-70% untuk memastikan plastisisasi yang konsisten dan menghindari degradasi material akibat waktu tinggal yang berlebihan di dalam tong.
Faktor-faktor berikut ini penting ketika mengevaluasi spesifikasi mesin:
- Desain sekrup dan rasio L/D yang sesuai untuk bahan insulasi spesifik, dengan sekrup khusus untuk senyawa termoset yang memiliki rasio kompresi lebih rendah dan katup satu arah yang cocok untuk bahan reaktif
- Zona kontrol suhu dengan kapasitas pemanasan dan pendinginan yang cukup untuk mempertahankan profil termal yang tepat, terutama penting untuk material dengan jendela pemrosesan yang sempit
- Kemampuan kontrol kecepatan dan tekanan injeksi yang memungkinkan profil injeksi multi-tahap mengoptimalkan pola aliran dan meminimalkan tekanan internal
- Sistem kontrol suhu cetakan yang dapat mempertahankan suhu yang konsisten di seluruh permukaan cetakan yang besar, sering kali memerlukan unit kontrol suhu eksternal dengan kemampuan pemanasan dan pendinginan
- Kecanggihan sistem kontrol dengan pencatatan data, pemantauan proses, dan integrasi kontrol kualitas untuk memastikan ketertelusuran dan produksi yang konsisten
Mengoptimalkan Proses Produksi Insulator Berkualitas
Mencapai kualitas yang konsisten dalam produksi isolator memerlukan optimalisasi parameter proses pencetakan injeksi yang cermat. Hubungan antara kondisi pemrosesan dan sifat produk akhir sangatlah kompleks, dengan banyak variabel yang berinteraksi untuk memengaruhi kinerja listrik, kekuatan mekanik, dan akurasi dimensi. Manajemen suhu mungkin merupakan faktor paling penting, yang mempengaruhi karakteristik aliran material, tingkat pengerasan bahan termoset, dan perilaku kristalisasi dalam termoplastik.
Profil suhu barel harus ditetapkan secara cermat berdasarkan bahan spesifik yang sedang diproses. Untuk isolator berbahan dasar epoksi, suhu biasanya dijaga antara 80-120°C untuk menjaga cairan resin tanpa proses pengawetan dini. Suhu cetakan untuk bahan termoset jauh lebih tinggi, seringkali 150-180°C, untuk memfasilitasi proses pengeringan sempurna dalam waktu siklus yang dapat diterima. Temperatur cetakan yang tinggi ini memerlukan sistem pemanas dan insulasi khusus untuk menjaga stabilitas termal dan keselamatan operator.

Kecepatan Injeksi dan Optimasi Tekanan
Fase injeksi sangat berdampak pada struktur internal dan kualitas permukaan produk akhir. Kecepatan injeksi yang tinggi dapat menyebabkan pengaliran, tanda aliran, dan pemanasan geser yang berlebihan, yang dapat menurunkan polimer atau membuat antarmuka yang lemah. Sebaliknya, injeksi yang terlalu lambat dapat mengakibatkan pengisian tidak lengkap, terutama pada geometri kompleks dengan bagian tipis atau jalur aliran panjang. Profil injeksi multi-tahap memungkinkan produsen untuk menyeimbangkan persyaratan yang bersaing ini, menggunakan kecepatan yang lebih tinggi untuk pengisian massal diikuti dengan kecepatan yang lebih lambat saat cetakan hampir selesai.
Tekanan dan waktu penahan memastikan pengepakan rongga cetakan yang memadai saat material mendingin dan menyusut. Untuk isolator, pengepakan yang tepat sangat penting untuk meminimalkan rongga dan menjaga toleransi dimensi. Tekanan penahan biasanya berkisar antara 40-70% dari tekanan injeksi maksimum dan dipertahankan hingga gerbang mengeras, mencegah aliran balik sekaligus mengkompensasi penyusutan volumetrik.
Pertimbangan Desain Cetakan untuk Insulator Listrik
Cetakan mewakili komponen penting dalam sistem cetakan injeksi isolator, yang secara langsung mempengaruhi kualitas produk, efisiensi produksi, dan biaya produksi. Cetakan isolator harus dirancang dengan memperhatikan persyaratan kelistrikan, menggabungkan fitur yang mendorong distribusi material yang seragam, meminimalkan konsentrasi tegangan, dan memfasilitasi pengisian lengkap geometri kompleks seperti gudang, rusuk, dan antarmuka perangkat keras pemasangan.
Desain dan lokasi gerbang berdampak signifikan terhadap properti produk akhir. Untuk isolator, gerbang biasanya diposisikan untuk memastikan pengisian seimbang dan meminimalkan garis las di area bertekanan tinggi. Sistem beberapa gerbang dapat digunakan untuk isolator besar untuk mengurangi tekanan injeksi dan meningkatkan distribusi material. Jenis gerbang—apakah tepi, kapal selam, atau hot runner—harus dipilih berdasarkan karakteristik material, geometri bagian, dan persyaratan estetika.
Ventilasi sangat penting untuk cetakan isolator karena persyaratan dielektrik produk akhir. Udara yang terperangkap dapat menciptakan rongga yang memusatkan tekanan listrik dan menyebabkan kegagalan dini. Saluran ventilasi yang memadai, biasanya dengan kedalaman 0,02-0,05 mm, harus dipasang pada titik terminasi aliran dan di sekitar pin inti, namun tetap cukup dangkal untuk mencegah kilatan material.
Kontrol Kualitas dan Standar Pengujian
Jaminan kualitas dalam pembuatan isolator melampaui verifikasi dimensi hingga mencakup pengujian kelistrikan dan validasi properti material. Operasi pencetakan injeksi insulator modern menggabungkan sistem pemantauan in-line yang melacak parameter proses penting secara real-time, memberikan umpan balik langsung mengenai stabilitas proses dan memungkinkan intervensi cepat ketika terjadi penyimpangan.
Protokol pengujian kelistrikan untuk isolator cetakan biasanya mencakup pengujian kekuatan dielektrik, yang memverifikasi kemampuan material untuk menahan tingkat tegangan tertentu tanpa kerusakan. Pengujian ini dilakukan terhadap sampel bagian dari setiap batch produksi dengan menggunakan alat uji tegangan tinggi yang telah dikalibrasi. Pengujian kelistrikan tambahan mungkin mencakup pengukuran resistivitas permukaan dan volume, evaluasi resistansi pelacakan, dan pengujian pelepasan sebagian untuk aplikasi tegangan tinggi.
Pengujian sifat mekanis memastikan bahwa isolator dapat menahan tekanan pemasangan dan beban servis. Pengujian umum meliputi pengukuran kekuatan tarik, kekuatan lentur, dan ketahanan benturan. Pengujian lingkungan mensimulasikan efek penuaan melalui percepatan pelapukan, siklus termal, dan paparan bahan kimia atau radiasi UV, sehingga memvalidasi keandalan kinerja jangka panjang isolator.
Praktik Terbaik Pemeliharaan dan Operasional
Mempertahankan mesin cetak injeksi isolator dalam kondisi optimal memerlukan program pemeliharaan preventif sistematis yang menangani sistem mekanis dan termal. Inspeksi dan servis rutin mencegah waktu henti yang tidak terduga dan memastikan kualitas produk yang konsisten. Sistem hidraulik memerlukan penggantian oli secara berkala, penggantian filter, dan pengujian tekanan untuk mempertahankan kontrol responsif dan mencegah kontaminasi. Mesin servo-listrik memerlukan pemeriksaan rutin terhadap sekrup bola, pemandu linier, dan komponen listrik untuk memastikan presisi dan keandalan.
Rakitan laras dan sekrup memerlukan perhatian khusus karena paparannya terhadap suhu tinggi dan bahan pengisi abrasif yang umum pada senyawa insulasi. Inspeksi rutin untuk pola keausan, prosedur pembersihan yang tepat di antara penggantian material, dan penggantian komponen yang aus secara tepat waktu dapat mencegah masalah kualitas dan kontaminasi material. Sensor suhu dan elemen pemanas harus dikalibrasi secara berkala untuk memastikan kontrol termal yang akurat.
Pelatihan operator merupakan aspek kesuksesan produksi isolator yang sering diremehkan. Personil yang terlatih dapat mengidentifikasi tanda-tanda peringatan dini penyimpangan proses, merespons masalah kualitas dengan tepat, dan mengoptimalkan pengaturan mesin untuk produk atau material baru. Program pelatihan yang komprehensif harus mencakup pengoperasian mesin, protokol keselamatan, penanganan material, prosedur pemeriksaan kualitas, dan teknik pemecahan masalah dasar. Dokumentasi parameter proses, aktivitas pemeliharaan, dan metrik kualitas memungkinkan peningkatan berkelanjutan dan menyediakan data berharga untuk optimalisasi proses dan pemecahan masalah.