SEBUAHpa Itu Mesin Cetak Kompresi Karet?
A mesin cetak kompresi karet adalah mesin press hidrolik yang dirancang khusus untuk membentuk kompon karet dengan menerapkan panas dan tekanan terkontrol dalam rongga cetakan tertutup. Tidak seperti cetakan injeksi, di mana material dipaksa masuk ke dalam cetakan melalui sistem pelari, cetakan kompresi menempatkan muatan karet yang telah diukur sebelumnya — disebut bentuk awal — langsung ke dalam rongga cetakan yang terbuka. Mesin press kemudian menutup cetakan di bawah tekanan hidrolik tinggi sekaligus memberikan panas, menyebabkan karet mengalir, mengisi rongga, dan memvulkanisasi menjadi bentuk padat permanen. Hasilnya adalah komponen karet jadi yang secara presisi mereplikasi geometri cetakan.
Mesin-mesin ini sangat penting bagi industri yang mengandalkan komponen karet presisi: sistem penyegelan otomotif, gasket industri, peredam getaran dirgantara, komponen perangkat medis, sol alas kaki, dan barang konsumsi. Proses pencetakan kompresi dinilai karena kesederhanaannya, biaya perkakas yang relatif rendah dibandingkan dengan cetakan injeksi, dan kesesuaiannya untuk berbagai macam kompon karet termasuk karet alam, silikon, EPDM, neoprene, nitril (NBR), dan fluoroelastomer (FKM). Mesin itu sendiri adalah lingkungan terkendali yang memungkinkan vulkanisasi berulang dan konsisten pada skala produksi.
Prinsip Kerja Inti: Panas, Tekanan, dan Vulkanisasi
Prinsip pengoperasian mesin cetak kompresi karet berkisar pada tiga variabel yang saling bergantung: suhu, tekanan, dan waktu pengeringan. Secara bersama-sama, hal ini menentukan apakah bagian karet yang dicetak memenuhi spesifikasi fisik yang diinginkan atau gagal karena proses perawatan yang kurang, perawatan yang berlebihan, atau ketidakakuratan dimensi.
Cetakan — biasanya dibuat dari baja atau aluminium yang diperkeras — dipasang di antara pelat atas dan bawah mesin press hidrolik. Elemen pemanas listrik atau sirkuit uap yang tertanam dalam pelat memindahkan panas melalui cetakan ke muatan karet. Saat karet memanas, ia melunak dan menjadi lentur, kemudian mengalir di bawah tekanan penutup alat press untuk mengisi setiap kontur rongga. Secara bersamaan, panas mengaktifkan zat vulkanisasi (biasanya senyawa belerang atau peroksida) di dalam kompon karet, sehingga memicu ikatan silang rantai polimer. Ikatan silang inilah yang mengubah karet mentah yang lunak dan mirip termoplastik menjadi komponen yang elastis, stabil secara dimensi, dan berbentuk permanen.
Mempertahankan keseragaman suhu yang tepat di seluruh permukaan pelat sangatlah penting. Distribusi panas yang tidak merata menyebabkan tingkat pengerasan yang berbeda dalam satu cetakan, menghasilkan komponen dengan kekerasan yang tidak konsisten, cacat permukaan, atau rongga internal. Mesin cetak kompresi modern menggunakan pengontrol suhu PID (proportional-integral-derivative) untuk menjaga suhu pelat dalam ±1°C dari titik setel sepanjang siklus produksi.

Jenis Utama Mesin Cetak Kompresi Karet
Mesin cetak kompresi karet tersedia dalam beberapa konfigurasi, masing-masing disesuaikan dengan lingkungan produksi, ukuran komponen, dan tingkat otomatisasi yang berbeda.
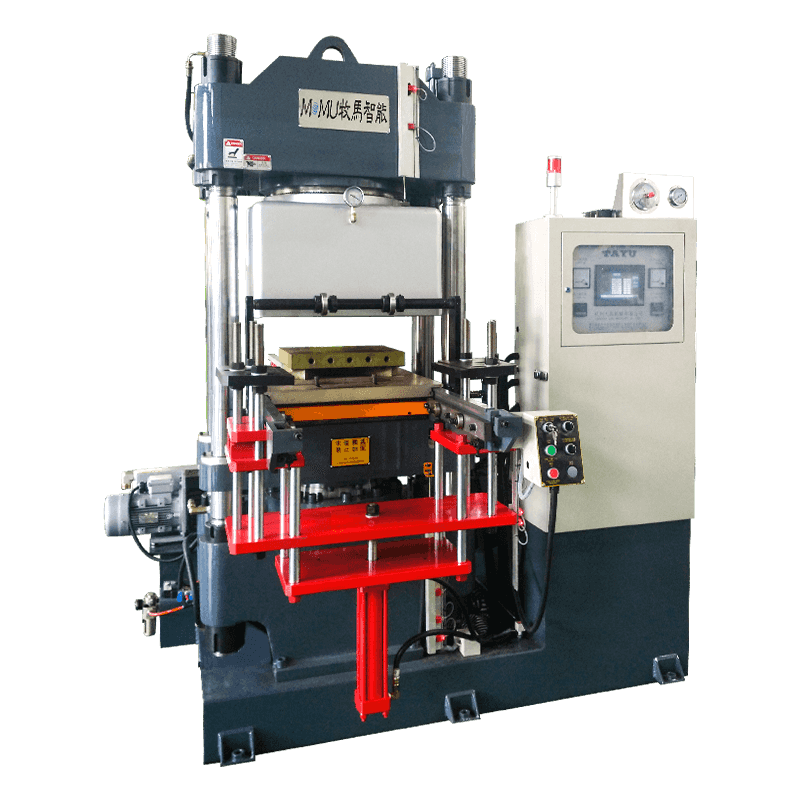
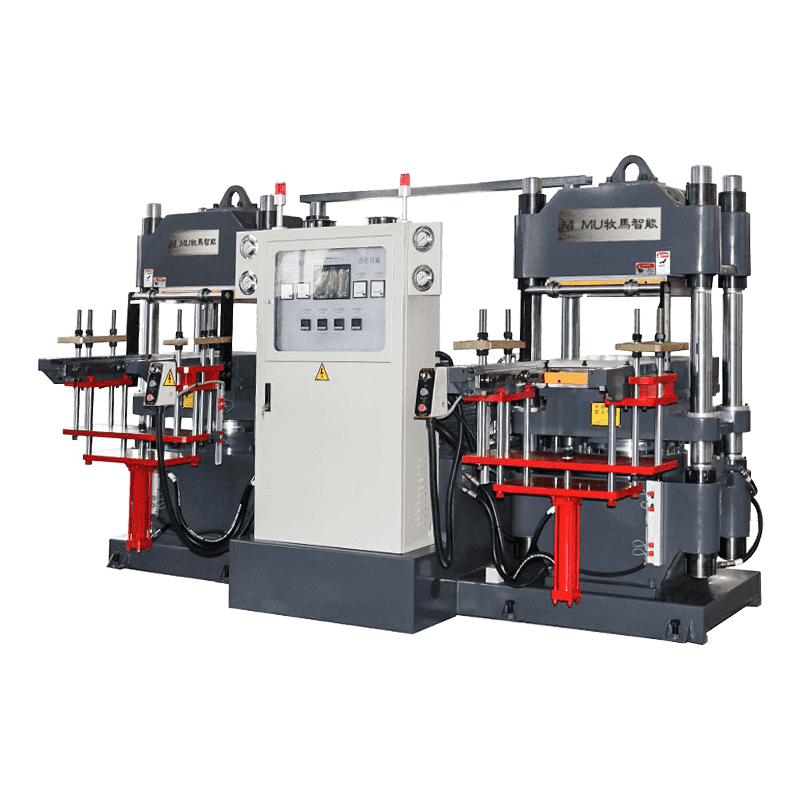
Pers Satu Hari
Mesin press siang hari tunggal memiliki satu bukaan antara pelat atas dan bawah, yang dapat menampung satu cetakan pada satu waktu. Ini adalah konfigurasi paling umum untuk proses produksi kecil hingga menengah dan untuk mencetak komponen individual yang relatif besar. Ini menawarkan pengoperasian yang mudah, pergantian cetakan yang mudah, dan akses operator langsung ke cetakan untuk pemuatan awal dan pelepasan komponen. Mesin press siang hari tunggal tersedia dalam kekuatan penjepit mulai dari 50 ton hingga lebih dari 1.000 ton tergantung pada aplikasinya.
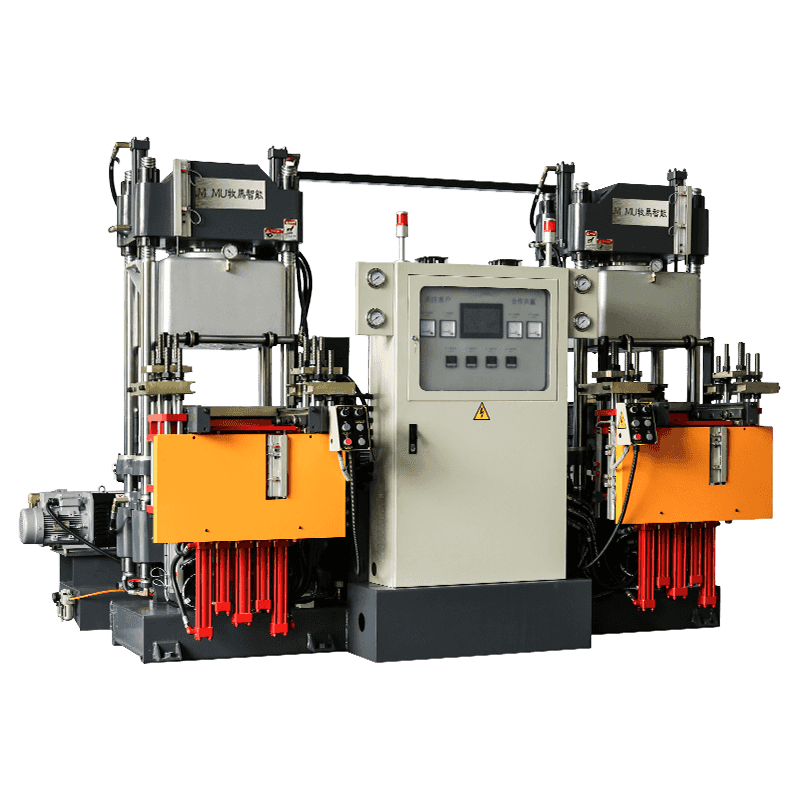
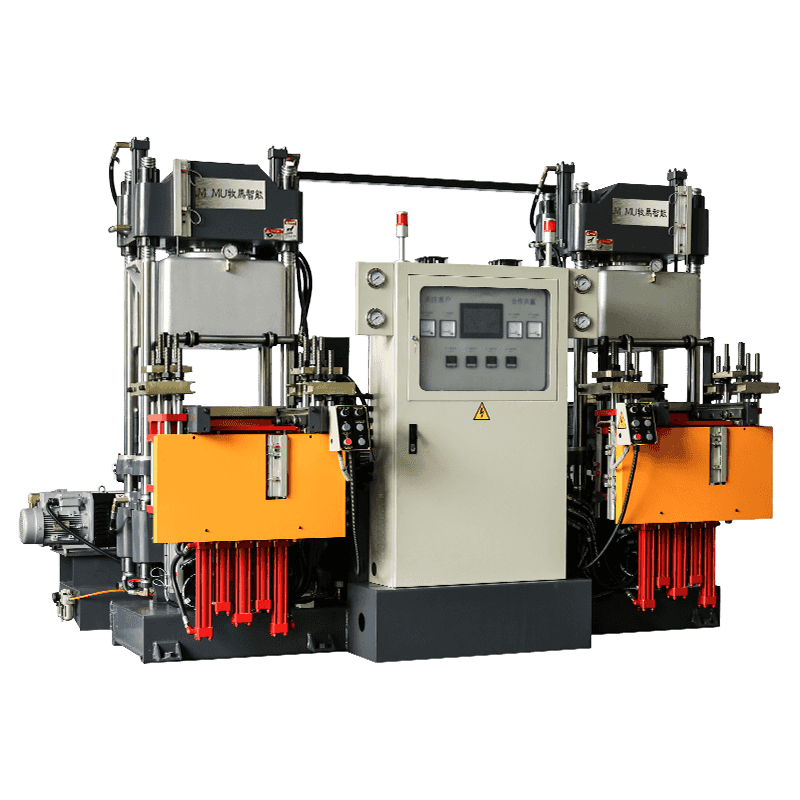
Pers Multi-Siang Hari
Pengepres multi-siang hari menggabungkan beberapa pelat berpemanas yang ditumpuk secara vertikal, menciptakan beberapa bukaan cetakan — atau pencahayaan siang hari — yang beroperasi secara bersamaan dalam satu langkah pengepresan. Konfigurasi ini secara dramatis meningkatkan output per siklus tanpa memerlukan ruang lantai tambahan atau pengepresan terpisah. Mesin press yang beroperasi selama empat hari secara efektif melipatgandakan jumlah rongga cetakan yang aktif di setiap siklus produksi, sehingga sangat efisien untuk produksi komponen karet berukuran kecil hingga sedang dalam jumlah besar seperti seal, cincin-O, dudukan getar, dan grommet.
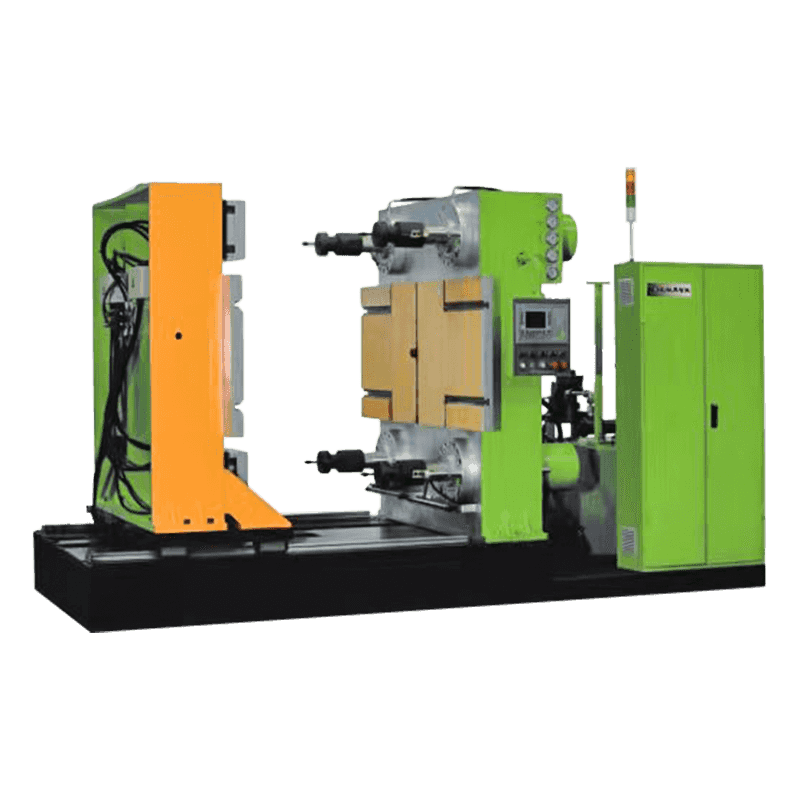
Mesin Press Meja Putar atau Antar-Jemput
Mesin press meja putar dan shuttle dirancang untuk meningkatkan ergonomi operator dan efisiensi siklus dengan memisahkan zona bongkar muat dari zona pengepresan. Meja putar yang berputar atau pesawat geser menggerakkan cetakan masuk dan keluar dari mesin press secara otomatis atau semi-otomatis, sehingga memungkinkan operator memuat preforms dan mengeluarkan bagian-bagian yang sudah jadi di tempat yang aman dan mudah diakses saat mesin press menyelesaikan siklus pengeringannya. Desain ini sangat efektif dalam lingkungan produksi dengan irama tinggi yang memprioritaskan meminimalkan waktu buka non-produktif.
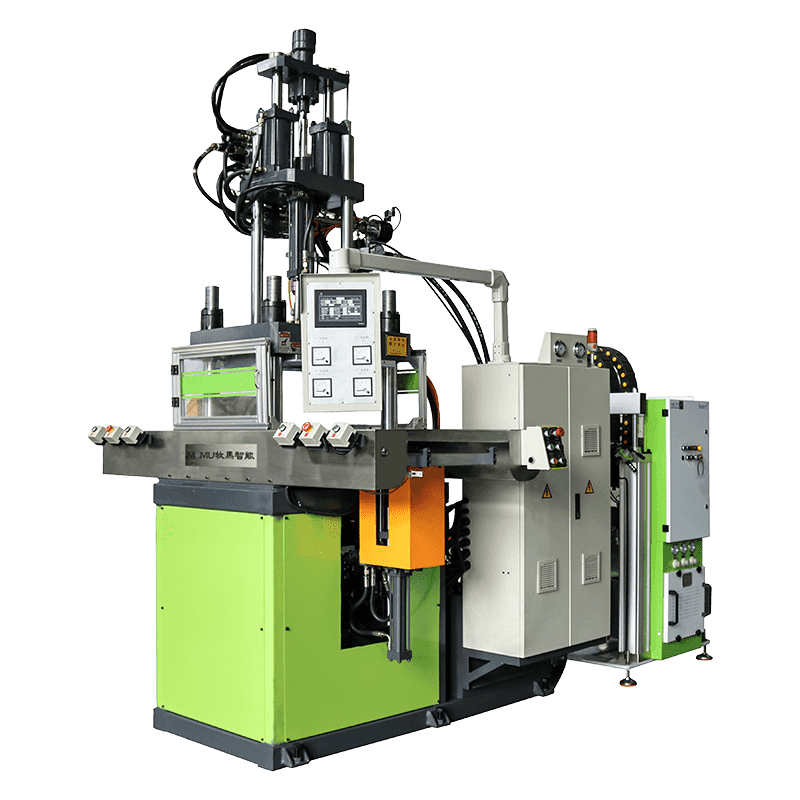
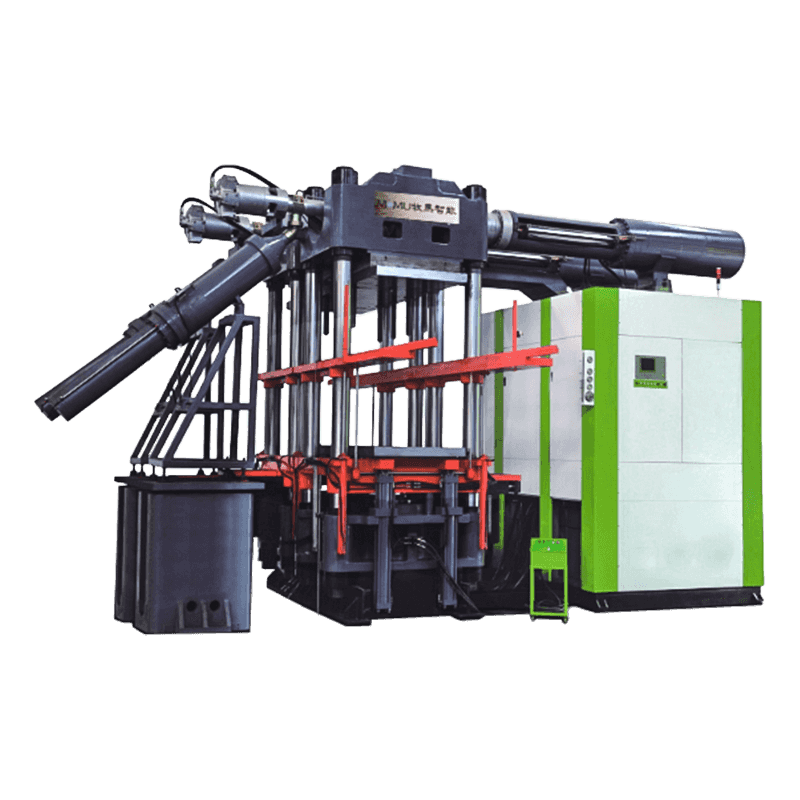
Mesin Cetak Kompresi Vakum
Untuk aplikasi yang memerlukan komponen karet berintegritas tinggi dan bebas rongga — seperti komponen medis silikon, segel ruang angkasa, atau isolator listrik bertegangan tinggi — mesin cetak kompresi vakum mengevakuasi udara dari rongga cetakan sebelum dan selama siklus pengepresan. Udara sisa yang terperangkap dalam cetakan dapat menyebabkan porositas, pengisian tidak lengkap, dan cacat permukaan yang tidak dapat diterima pada aplikasi kritis. Sistem vakum menghilangkan udara ini sebelum karet mengalir dan divulkanisasi, memastikan komponen padat, bebas cacat, dan memenuhi standar kualitas yang ketat.
Spesifikasi Teknis Utama Dijelaskan
Memilih mesin cetak kompresi karet yang tepat memerlukan pemahaman yang jelas tentang spesifikasi teknis yang menentukan kemampuannya. Parameter berikut adalah yang paling penting untuk dievaluasi:
| Spesifikasi | Kisaran Khas | Mengapa Itu Penting |
| Kekuatan Penjepit | 50 – 2.000 ton | Menentukan tekanan rongga cetakan dan kontrol flash |
| Ukuran Pelat | 200×200mm – 1500×1500mm | Menetapkan jejak cetakan dan jumlah rongga maksimum |
| Kisaran Suhu | 100°C – 250°C | Harus sesuai dengan persyaratan vulkanisasi majemuk |
| Pembukaan Siang Hari | 200mm – 800mm | Harus mengakomodasi tinggi cetakan ditambah jarak pemuatan yang aman |
| Keseragaman Suhu | ±1°C – ±3°C | Penting untuk penyembuhan yang konsisten di seluruh area pelat penuh |
| Sistem Pengendalian | Layar sentuh PLC HMI | Memungkinkan penyimpanan resep, pemantauan proses, manajemen alarm |
Kekuatan penjepit bisa dibilang merupakan spesifikasi paling mendasar. Itu harus cukup untuk menjaga cetakan tetap tertutup sepenuhnya terhadap tekanan internal yang dihasilkan oleh kompon karet saat melunak dan mengembang selama pemanasan. Kekuatan penjepitan yang tidak memadai memungkinkan cetakan untuk bernapas terbuka, menyebabkan kilatan yang berlebihan — sirip karet tipis pada garis perpisahan — yang memerlukan pemangkasan pasca-cetakan yang memakan banyak tenaga dan meningkatkan limbah material.
Kompon Karet Cocok untuk Cetakan Kompresi
Tidak semua kompon karet cocok untuk pencetakan kompresi, dan mesin harus dikonfigurasikan dengan tepat untuk material yang sedang diproses. Senyawa yang paling umum diproses meliputi:
- Karet Alam (NR): Sifat mekanik dan elastisitas yang sangat baik; banyak digunakan dalam aplikasi industri dan otomotif; mudah divulkanisasi pada suhu 150–170°C.
- Silikon (VMQ/HCR): Ketahanan suhu yang luar biasa (-60°C hingga 230°C), biokompatibilitas, dan tahan cuaca; memerlukan kontrol suhu yang tepat, biasanya pada kisaran 160–180°C; digunakan secara luas dalam aplikasi medis dan kontak makanan.
- EPDM: Ketahanan ozon, UV, dan cuaca yang sangat baik; biasa digunakan untuk segel luar ruangan, gasket, dan profil atap; biasanya dicetak pada suhu 160–180°C.
- Nitril (NBR): Ketahanan minyak dan bahan bakar yang unggul; bahan standar untuk segel oli otomotif, komponen sistem bahan bakar, dan segel hidrolik; dicetak pada suhu 150–170°C.
- Fluoroelastomer (FKM/Viton): Ketahanan luar biasa terhadap panas, bahan kimia, dan bahan bakar; digunakan dalam aplikasi pengolahan luar angkasa, otomotif, dan bahan kimia; membutuhkan suhu pencetakan yang lebih tinggi yaitu 175–200°C dan siklus pengeringan yang lebih lama.
- Neoprena (CR): Keseimbangan yang baik antara ketahanan minyak dan ketahanan terhadap cuaca; digunakan untuk selang, ikat pinggang, dan jaket kabel; dicetak pada suhu 150–170°C.
Fitur Otomatisasi dan Kontrol pada Mesin Modern
Mesin cetak kompresi karet modern telah berkembang jauh melampaui pengepres hidrolik sederhana dengan kontrol manual. Alat berat masa kini menggabungkan fitur otomatisasi dan kontrol digital canggih yang meningkatkan konsistensi proses, mengurangi ketergantungan operator, dan memungkinkan integrasi ke dalam sistem manajemen pabrik yang lebih luas.
Kontrol Proses Berbasis PLC
Pengontrol Logika yang Dapat Diprogram (PLC) mengelola seluruh siklus pengepresan — kecepatan penutupan, peningkatan tekanan, waktu pengeringan, urutan pembukaan, dan pengeluaran — berdasarkan resep yang disimpan. Setiap kompon karet dan kombinasi cetakan dapat memiliki program tersimpannya sendiri, sehingga operator dapat mengganti produk hanya dengan memilih resep yang sesuai pada layar sentuh HMI daripada mengatur ulang parameter secara manual. Kontrol berbasis resep menghilangkan kesalahan pengaturan dan memastikan bahwa setiap proses produksi dimulai dari garis dasar yang divalidasi.
Deflashing dan Degassing Otomatis
Banyak mesin dilengkapi urutan degassing yang dapat diprogram - pembukaan mesin press yang dikontrol secara singkat selama tahap awal siklus pengeringan - yang memungkinkan udara yang terperangkap dan zat-zat yang mudah menguap keluar dari cetakan sebelum penutupan akhir dan proses pengeringan penuh. Hal ini sangat penting terutama untuk bagian yang tebal atau kompleks dimana porositas internal merupakan cacat yang umum. Beberapa mesin press juga mengintegrasikan lengan robot atau alat deflashing mekanis yang menghilangkan flash dari komponen segera setelah proses pencetakan, sehingga mengurangi tenaga kerja penyelesaian manual.
Pencatatan Data dan Penelusuran Kualitas
Mesin kompresi industri semakin mencakup kemampuan pencatatan data yang mencatat suhu, tekanan, waktu siklus, dan kejadian alarm untuk setiap siklus produksi. Ketertelusuran ini sangat penting dalam industri yang diatur seperti peralatan medis dan ruang angkasa, dimana catatan produksi harus disimpan dan dapat diaudit. Dasbor pemantauan real-time memungkinkan pengawas produksi melacak kinerja alat berat di beberapa mesin cetak secara bersamaan dan mengidentifikasi penyimpangan sebelum mengakibatkan batch yang rusak.
Cara Memilih Mesin yang Tepat untuk Aplikasi Anda
Memilih mesin cetak kompresi karet adalah keputusan multi-variabel yang harus didorong oleh kebutuhan spesifik produk Anda, volume produksi, dan jenis bahan, bukan hanya berdasarkan biaya mesin saja. Kerjakan pertimbangan berikut secara sistematis:
- Tentukan geometri bagian dan ukuran cetakan Anda: Dimensi pelat harus mengakomodasi cetakan Anda dengan nyaman dengan jarak bebas di semua sisi. Untuk cetakan multi-rongga, hitung total luas proyeksi untuk menentukan gaya penjepitan minimum yang diperlukan.
- Identifikasi kompon karet Anda: Konfirmasikan kisaran suhu vulkanisasi dan waktu pengeringan untuk senyawa Anda. Pastikan sistem pemanas alat berat dapat mencapai dan mempertahankan suhu tersebut di seluruh pelat dengan keseragaman yang diperlukan untuk standar kualitas Anda.
- Menilai volume produksi: Produksi suku cadang kecil dalam jumlah besar mendapat manfaat dari konfigurasi multi-siang hari atau otomatisasi meja putar. Volume rendah hingga sedang untuk komponen besar atau kompleks biasanya sesuai dengan mesin press satu hari dengan kontrol PLC berbasis resep.
- Pertimbangkan persyaratan kualitas: Aplikasi yang menuntut suku cadang bebas rongga — medis, ruang angkasa, listrik bertegangan tinggi — memerlukan pengepresan dengan bantuan vakum. Pertimbangkan integrasi sistem vakum ke dalam spesifikasi dan anggaran Anda sejak awal.
- Evaluasi dukungan purna jual: Mesin kompresi karet memerlukan perawatan berkala pada sistem hidrolik, elemen pemanas, dan komponen kontrol. Memilih pemasok dengan dukungan teknis yang dapat diakses, suku cadang yang tersedia, dan kemampuan layanan lokal akan melindungi investasi waktu operasional produksi Anda selama masa pakai alat berat.
Mesin cetak kompresi karet adalah investasi modal jangka panjang yang pengembaliannya bergantung sepenuhnya pada kesesuaian kemampuannya dengan tuntutan proses produksi Anda. Meluangkan waktu untuk menentukannya dengan benar — daripada memilih opsi berbiaya terendah secara default — secara konsisten menghasilkan kualitas komponen yang lebih baik, tingkat scrap yang lebih rendah, dan hasil yang lebih andal selama masa operasional alat berat.